


摘要:轧辊磨床磨削过程中轧辊表面经常产生振痕等表面质量缺陷,严重制约生产效率和磨削质量. 本文基于磨床双时延动力学模型,以砂轮动不平衡为输入激励,建立了轧辊磨床砂轮动不平衡模型,运用龙格--库塔法进行求解,获得了砂轮动不平衡时磨削系统的动力学特性. 通过对正常工况与不同砂轮动不平衡量工况的仿真,获得了其振动响应,并与试验数据进行对比,验证了轧辊磨床砂轮动不平衡模型的正确性和有效性.
关键词轧辊磨床; 砂轮动不平衡; 磨削颤振; 振动特性
轧辊磨床是钢材板材轧制生产线的重要配套设备,由床身、砂轮、头架、尾架、托架、拖板以及电气数控系统等组成,其磨削精度和效率直接影响钢板的轧制质量和生产效率. 磨削砂轮动不平衡是磨床磨削过程中常见的故障,砂轮动不平衡进而可能会导致磨床颤振,在轧辊表面形成振纹,影响钢材的生产效率和质量. 针对这一问题,国内外学者进行了一些研究.
Inasaki 等详细的分析了磨削表面质量问题,认为再生颤振是产生振痕的主要原因,并通过一系列方法对磨削颤振进行过程监测[1]. Yuan 等建立了辊子磨削过程的时延动力学模型,并利用PD 控制器实现对砂轮的实时控制[2]. Li 等提出一种时域动力学模型,该模型考虑了磨入及磨出时的瞬时颤振现象,进而确定了颤振的边界[3 - 4]. Liu 等提出了双时延动力学模型,提出了一套通过控制加工工艺参数对颤振特性在线监测和控制的方法[5]. 一些学者对振痕的监测也做出大量工作,Fu 等通过熵函数以及形态学分析方法对外圆横磨的颤振进行分类[6]. Oscar 等利用小波变换方法对外圆磨件表面信号进行分析,将颤振信号提取出来并利用实验证实[7]. Ahrens 等利用砂轮处的力信号及振动信号综合考虑,通过小波变换等手段对早期颤振进行监测[8]. 国内学者也对颤振机理进行了一定研究,王龙山等基于摄动理论和试验探讨了砂轮与工件接触刚度非线性对工件颤振频率的影响[9]. 金满霞等分析了轧辊磨削时的工件系统固有频率及其对磨削质量的影响,提出了消除和预防工件表面缺陷的方法[10].综上所述,目前对磨削颤振的研究主要集中在磨削模型的建立以及磨削颤振特征的识别,以及如何识别这些缺陷的特征方面. 本文针对砂轮动不平衡问题,基于磨削双时延动力学模型,以砂轮动不平衡力为输入激励,对轧辊磨床磨削过程建模,通过与试验数据对比,验证了模型的正确性,为实现磨床实时运行状态奠定了基础.
1、 砂轮动不平衡模型的建立
1. 1 轧辊磨床磨削过程
轧辊磨床磨削过程简图如图1,砂轮宽度为W,质量为mg,旋转角速度为ωg,轧辊两端由床头箱及床尾箱顶尖固定,中间由三个拖瓦支承,长度为L,质量为mw,旋转角速度为ωw,且磨削时轧辊随着拖板左右移动,速度为V.
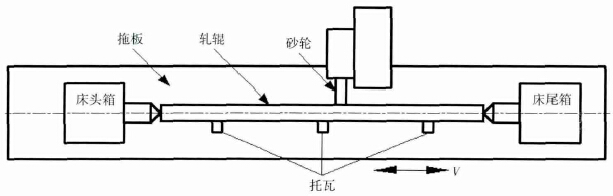
图1 轧辊磨床磨削过程简图
1. 2 轧辊磨床正常模型建立
基于磨削简图建立磨削过程动力学模型如图2,其中KN为砂轮与轧辊的接触刚度,kg为砂轮的支撑刚度,c g为砂轮阻尼,同理kw为轧辊支撑刚度,cw为轧辊阻尼,xw为轧辊横向位移,xg为砂轮横向位移,mw为轧辊质量,mg为砂轮质量,ωw为轧辊转动速度,ωg为砂轮转动速度. 建立磨削过程的动力学方程[5]如下.
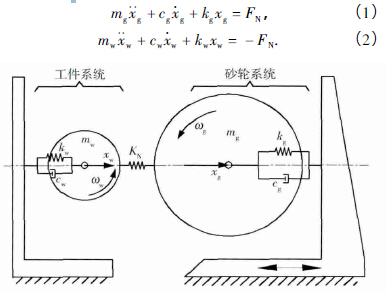
图2 轧辊磨床磨削动力学模型

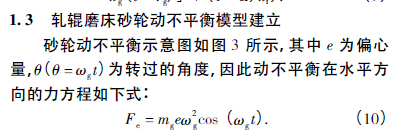
图3 砂轮动不平衡示意图
2 、磨削过程的仿真分析与模型验证
2. 1 磨削过程的仿真
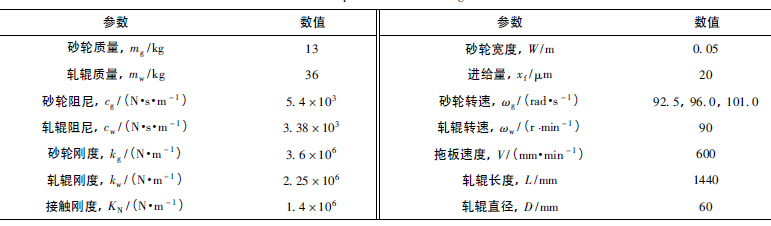
本文的仿真与试验对象是德国某型号重载轧辊磨床. 砂轮质量、轧辊质量、砂轮速度、砂轮宽度、轧辊速度和进给量等参数均与现场的实际试验条件相同,砂轮阻尼、轧辊阻尼等为基于模态试验获取,而砂轮刚度、轧辊刚度和接触刚度为通过有限元方法计算得到,具体参数如表1 所示.
表1 轧辊磨床试验参数
对砂轮正常情况与砂轮存在动不平衡情况下进行仿真分析,结果如图4.
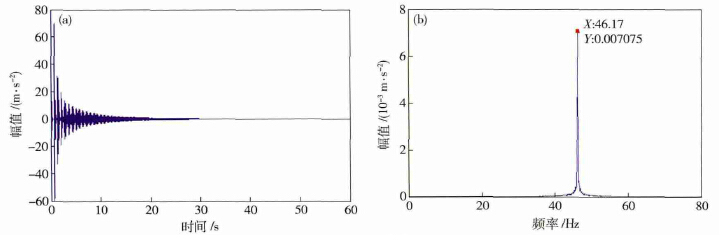
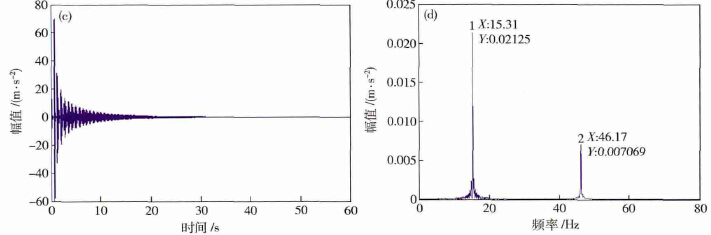
图4 动力学模型仿真结果. ( a) 正常工况响应时域波形; ( b) 正常工况响应频域波形; ( c) 砂轮动不平衡工况响应时域波形; ( d) 砂轮动不平衡工况响应频域波形
图4 中( a) 和( b) 为正常工况响应,( c) 和( d) 为砂轮动不平衡工况响应. 正常工况与砂轮动不平衡工况的仿真时间为60 s,采样频率为10240 Hz. 对比正常工况与砂轮动不平衡时域图,可发现砂轮存在动不平衡时幅值并未变化,基本一致; 对比正常工况与砂轮动不平衡频域图,可发现砂轮存在动不平衡时较正常工况多出15. 31 Hz 的频率成分,此成分对应砂轮转频( 2wgπ - 1 = 15. 31 Hz) .
2. 2 实验验证
现场实验工况: 床尾顶尖位置安装加速度计,轧辊转速为90 r·min - 1,砂轮的状态设置为正常和不平衡2种工况. 振动传感器采用ICP 类型,经NI 采集仪器传输调理,获取振动信号,采样频率为10240 Hz. 采集到的砂轮两种工况振动信号如图5 所示,( a) 和( b) 为正常工况下振动信号的时域与频域分析,( c) 和( d) 为砂轮动不平衡工况下振动信号的时域与频域分析图. 从时域对比可发现发生动不平衡故障时时域幅值基本与正常工况相同; 而频域对比可看出发生动不平衡故障时15. 31 Hz 处幅值由0. 00485 m·s - 2增加到0. 0106 m·s - 2,该频率对应砂轮的转频. 这个结论与模拟仿真的结果一致.
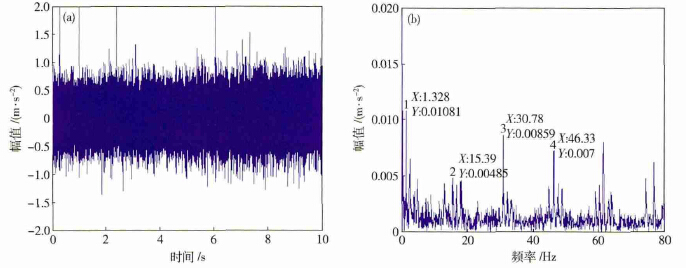
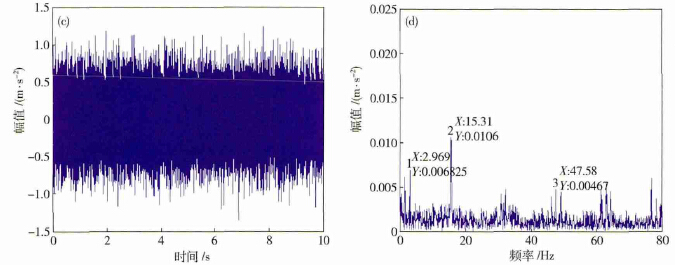
图5 实测数据砂轮正常工况与动不平衡工况振动响应对比. ( a) 正常工况振动信号时域波形; ( b) 正常工况振动信号频域波形; ( c) 砂轮动不平衡工况振动信号时域波形; ( d) 砂轮动不平衡工况振动信号频域波形
3 、砂轮不同动不平衡量下磨床振动响应分析
为进一步考察动不平衡量对磨削系统的振动特性的影响,在磨削参数不变的前提下,分别对不同的砂轮动不平衡量、不同砂轮转速下的振动响应进行仿真分析. 德国某型重载轧辊磨床属于高精度磨床,查找相关标准知该磨床的砂轮动不平衡许用量[e]< 10 μm.故取砂轮故障情况下动不平衡量分别为20、40、60、80、100 和120 μm,砂轮的旋转角速度分别为92. 5、96. 0 以及101. 0 rad·s - 1,其对应的砂轮转动频率分别为14. 69、15. 31 以及16. 09 Hz. 磨削系统的振动响应,如图6 所示.
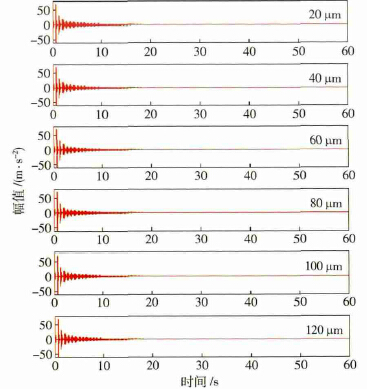
图形中“蓝线”代表砂轮旋转角速度为92. 5 rad·s - 1 下响应,“绿线”代表砂轮旋转角速度为96. 0 rad·s - 1 下响应,“红线”代表砂轮旋转角速度为101. 0 rad·s - 1 下响应.
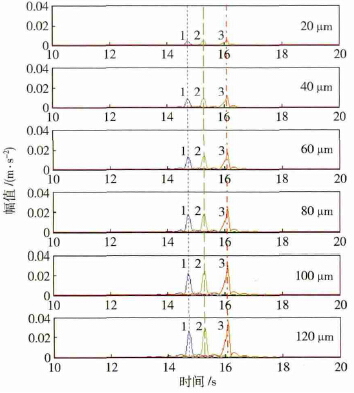
图6 砂轮不同动不平衡量以及不同旋转角速度下的动力学响应. ( a) 时域仿真响应; ( b) 频域仿真响应
图6( a) 为6 种砂轮不同动不平衡量以及三种不同旋转角速度的磨削系统振动响应图. 经对比可发现动不平衡量在20 μm 到120 μm 范围内,时域上幅值不会有太大影响,基本保持不变; 而从不同的三种旋转角速度来看,角速度为101. 0 rad·s - 1时幅值略微增大,但不明显. 图6( b) 为6 中不同动不平衡量以及三种不同角速度下稳定磨削时段的频域分析. 经对比可发现随着动不平衡量由20 μm 增大到120 μm 的过程中,图中所对应的“1”、“2”和“3”特征频率成分一直存在,分别为14. 69、15. 31 以及16. 09 Hz; 随着动不平衡量的增大,14. 69 Hz 处幅值由0. 004339 m·s - 2 增大到0. 02604 m·s - 2 呈线性增长,15. 31 Hz 处幅值由0. 004725 m·s - 2 增大到0. 02834 m·s - 2 呈线性增长,16. 09 Hz 处幅值由0. 005918 m·s - 2 增大到0. 0355 m·s - 2呈线性增长; 且随着砂轮转速的增加特征频率所对应的幅值也响应增大,如图7 所示.
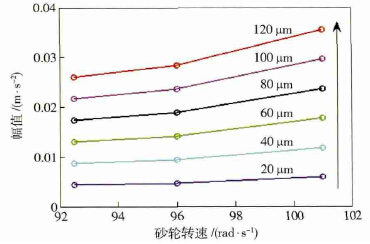
图7 不同砂轮转速与动不平衡量特征频率幅值趋势图
4 、结论
本文建立了轧辊磨床砂轮动不平衡双时延动力学模型,通过对仿真数据与实验数据的对比分析,验证了模型的正确性和有效性; 分析了在不同砂轮转速、不同砂轮动不平衡量下,轧辊磨床的振动特征的变化规律;研究表明轧辊磨床特征频率及其幅值随着砂轮转速以及砂轮动不平衡量的增大而增大,砂轮转速越高、动不平衡量越大对磨床的稳定性影响越明显.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

