


基于Zigbee 的模拟磨床监控系统设计
2017-11-17 来源: 无锡职业技术学院控制技术学院 作者:曹小兵 景鑫
摘要:针对磨床运行过程监控问题,设计了一种基于Zigbee 的模拟磨床监控系统。分析了系统总体功能,利用PLC、HMI、Z-box等搭建了系统硬件,在此基础上进行了软件配置,制作了HMI 界面,给出了具体的设计思路,并对样机进行了调试与运行。监控结果表明,该模拟磨床监控系统正确有效,设计思路与方法可为类似监控系统的研制提供参考。
关键词:磨床 Zigbee 监控系统 HMI
一、引言
传统磨床生产线,如果在自动加工过程中出现某种设备故障或者存在参数问题,将影响整个生产线的加工产量、效率及精度。人工监控方法可靠性、实时性差,且浪费很多人力资源,因此设计磨床监控系统对整个流程进行监测和控制具有很大的实际意义。本文根据我校信捷电气实训室中的已有设备搭建了模拟磨床,并利用无线网络通信模块设计了监控系统,本系统主要具有3 个功能:
1 实现节点内部的数据采集和处理曰
2 负责上下位机的数据交换曰
3 监控多条生产线的运行状况遥
设计思路可为类似监控系统的研制提供参考。
二、总体方案设计
系统的设计目标是实现BOSS 化监控,即“分散控制,集中管理”。使用BOSS 监控系统可以有效地解决集散控制系统的布线问题。为了达到监控系统的控制要求,需要建立一个生产线数据发送与上位监控机采集的局域网络。应用Zigbee 组网技术[1-4]建立一个现场监控网络,使下位机通过网络节点与上位机监控界面进行通讯,进行数据的传输。本系统中,采用由信捷电气股份有限公司开发的基于Zigbee 组网技术的Z-box 模块作为上位机的网络节点,下位机采用Z-box-bd 模块作为网络节点,与Modebus 设备PLC 相连。该系统的设计流程主要包括三部分:
1、下位机模拟程序的设计;
2、基于Z-BOX 系统网络的组建;
3、上位机人机界面的设计。
三、系统软硬件设计
1、硬件平台搭建
为了搭建硬件平台,需将Z-box 电源连接,用串口线通过RS232 串口与上位机连接,并设置SWITCH 开关为协调器模式。将Z-box-bd 分别安装在PLC1 和PLC2 上并配置
SWITCH 开关,设置为路由模式加入由Z-box 组建的网络中去。搭建好的硬件实验平台如图1 所示。

图1 硬件实验台实物图
2、软件配置
在系统硬件搭建完成后,要对通讯参数进行配置,以达到节点与节点之间的网络通讯。双击打开Z-BOX Config 软件进行配置,如图2 所示。

图2 Z-BOX 配置界面
(1)图2 界面中具体参数的含义为:
①串口:通过串口线连接到电脑上的COM 口;
②串口连接状态:电脑与Z-BOX 模块连接串口正确时,显示“串口打开成功”,否则显示“串口超时”;
③设备类型设置:Z-BOX 模块有两种连接模式,PLC模式和PC 模式;
④模块模式:显示Z-BOX 模块当前处于什么连接模式,PC 模式或者PLC 模式;
⑤读出参数:读出模块当前的参数;
⑥写入参数:修改当前模块的参数。
(2)Z-box-bd 软件配置具体操作步骤为:
①将BD 板装好,并插入到相应的XC PLC 上;
② 将XC PLC 连接到电脑上, 打开信捷编程软件XCPPro 软件;
③选择“PLC 设置”菜单-“PLC 串口设置”,打开对话框,选择串口号,并设置Modbus 站号;
④选择串口设置左边列表栏“BD”,设置BD 参数。
(3)在整个过程中有两点特别需要注意
①PLC 串口设置,一定要先选择串口,再设置Modbus站号,点击“写入PLC”按钮,将参数写到PLC; ②BD 设置,点击“读取PLC”,然后下载程序到PLC,给PLC 重新上电。参数设置完毕后,就可以对PLC 进行编程,上传和下载程序。
3、上位机人机界面设计
上位机采用TouchWin 软件制作监控画面,画面实现对磨床1 和磨床2 的分别监控,并且设有管理员登录权限。上位机监控目录分为1 号磨床监控画面;2 号磨床监控画面;历史报警记录菜单;生产管理菜单;用户登陆界面等。登陆系统后,首先进入磨床欢迎界面,此界面也作为待机画面。为了节约能源,增加资料的保密性,该系统加入了待机功能,在1 分钟内对上位机没有任何操作,系统会自动跳转到待机画面,如果需要进入系统则需要再次重新输入密码,增加了数据信息的保密性。
在1 号和2 号磨床监控画面里有对砂轮电机运行状态,油泵电机运行状态,冷却电机运行状态,伺服异常,变频异常,欠磁报警的监控,X、Y、Z 轴的位置信息以及各轴的极限报警。2 号磨床监控界面如图3 所示。
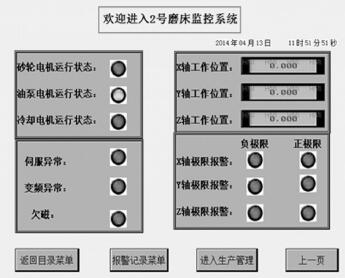
图3 磨床监控界面
报警记录菜单可以用来查询所有的报警信息,当有报警产生时,该系统会自动记录报警的时间及报警的事件信息。制作报警历史查询可以方便监控设备的运行信息,对设备的维修和改进具有重要意义。
生产管理菜单用来记录各个磨床的产量,合格率。一个产品的合格率代表着一个企业的品质,企业品质的好坏决定着一个企业的存亡命运,所以制作生产管理菜单可以实
时地对产品质量进行把关,确保生产不良ZERO 化。生产管理界面如图4 所示。
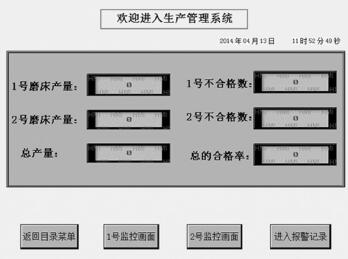
图4 生产管理界面
四、系统调试
在软件和硬件都配置完成,上位机界面制作完成后,在电脑上采用在线模拟通过上位机来监控下位机各个节点的运行信息。根据所搭建的模拟实验台编写下位机PLC 程序,进而控制外围设备的运转,实现一屏多机控制。模拟磨床1 试验台运行及上位机监控如图5、6 所示。系统运行结果表明,本文设计的模拟磨床监控系统工作正常,满足预定要求。

图5 模拟磨床1 实验台运行图

图6 上位机监控图
五、结束语
本文设计了基于Zigbee 组网技术的模拟磨床监控系统,实现了节点内部的数据采集和处理,满足了上下位机的数据交换,实现了对设备运行状况的监控,满足了预定的控制要求。硬件系统上,简化了工业现场传统的布线复杂问题,Z-box 位置可以随意放置,便捷地与终端设备建立网络通讯。需要指出由于本文设计的上位机只有监控提醒功能,没有远程修复功能,因此该系统还有待进一步开发,实现上位机可以对下位机参数等信息进行修改,从而达到系统智能化。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

