


摘 要 : 以模块化设计的经济型数控机床是一种可持续发展方式,用磨床的主要部件,在普通外圆磨床上开发一种经济型数控端面外圆磨床。根据端面外圆的两种加工方式,将床身后顶面设计成垫板正、斜均可安装;砂轮架为上下分体式可转动结构;工作台及砂轮架平、V 导轨参数与普通外圆磨床相同,使工作台、垫板、头架、尾架均可通用,提高产品的模块化程度,又降低开发成本及缩短研发周期;两轴进给系统考虑丝杠受热变形因素采用一端固定一端铰支方式;数控系统采用国产开通数控系统 SEC500。
关键词 : 经济型 数控端面外圆磨床 模块化设计
经济型数控端面外圆磨床在制造成本及加工精度上比数控的端面外圆磨床低。但这种配备低端的数控端面外圆磨床对加工精度要求相对偏低的用户来讲,即减少设备投资成本,又可实现一人多机,减少人工成本。对制造设计单位来讲,从现有产品基础上进行拓展开发,也有利于提高产品的模块化,减少设计及制造成本,缩短试造周期。
Φ200 系列经济型数控端面外圆磨床开发可在Φ200 系列普通外圆磨床的基础上进行拓展开发。磨床主要构件为床身、砂轮架、头架、尾架、两轴进给系统、操纵系统。
1 、床身
因加工方式不同,床身重新设计。但床身总体布局和前床身平、V 导轨参数仍沿用普通外圆磨床,使工作台、头架、尾架部件均可相互通用。端面外圆磨床的进给方式可分为:斜头直进和斜头斜进[1],如图 1、2 所示。兼顾两种进给方式进行设计时,后床身整体偏左且安装平面设计成斜、直两种垫板都可安装,回水槽设计成后置式,如图 3 所示,冷却水从两侧及后方回流到后床身右侧再流回冷却液箱。这种外露式回水槽相比较在后床身中间的过桥水槽清理更方便,不会因磨屑沉积造成回水不畅。因数控磨床的液压结构简单,只需在床身后侧装一个电动稀油润滑泵对丝杠及工作台进行润滑,因此床身设计时在床身内腔的上层设计润滑油回油区,下腔在保证床身的静、动刚度的前提下作开放式设计。床身内腔不设油池,可避免传统磨床那样当油泵开启时,由于液压部件发热导致油温高,从而使床身受热变形,引起平、V 导轨的几何精度变化。
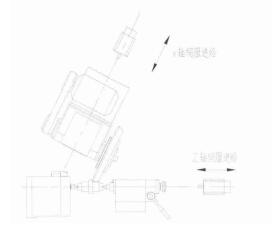
图 1 斜头直进示意图
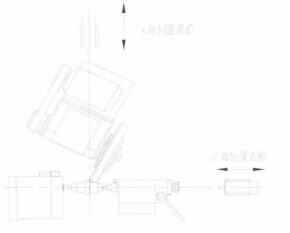
图 2 斜头斜进示意图
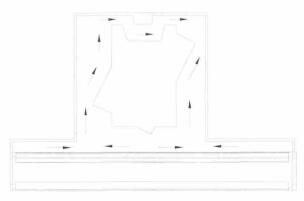
图 3 回水槽示意图
2 、砂轮架
数控端面外圆磨床的砂轮架可借用 Φ200 系列万能外圆磨床,此种砂轮架结构为上下两层,中间有定位柱和滑槽,如图 4 所示。
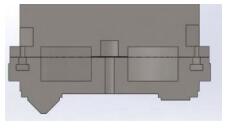
图4 砂轮架分层结构
通过上下两部分相对转动一定角度,就可以实现斜、直两种进给方式,如图 5、图 6 所示。砂轮架主轴系统有“轴瓦式动压”和“动-静压轴承”结构。采用轴瓦式轴承只要将原体壳加工成左右对称,砂轮架主轴因两端螺纹旋转方向不同需重新设计,如图 7、图 8 所示。砂轮架电机只要出线方向相反,电机参数相同就可以了。这样制造成本小,试制周期短。如改为动-静压轴承,因产品库中无结构可借用,需要重新设计,制造成本与周期也相应增加。但因为这种结构综合了动压轴承和静压轴承的优点,在其内部等距分布了四个对称的油腔,油腔深度为0.02~0.04 mm,四周为节流边,它和轴颈之间保持适当的间隙,一般为 0.02~0.04 mm,在低速时依靠压力油产生承载油膜,故静压力效应较大;在高速时能产生较大的附加承载油膜,动压效应较大;所以轴承精度比轴瓦式高[2]。
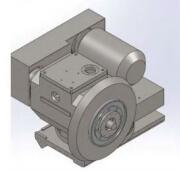
图 5 斜轴斜进进给方式示意图
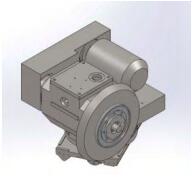
图6 斜轴直进进给方式示意图
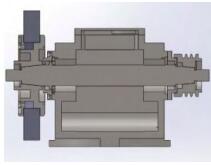
图 7 普通外圆磨床的砂轮架示意图
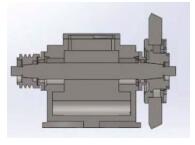
图 8 端面外圆磨床的砂轮架示意图
3 X、Z 轴进给系统
X、Z 轴进给系统的设计主要考虑:传动方式、支承方式、丝杠参数。X、Z 两轴传动方式为滚珠丝杠副+伺服电机控制。滚珠丝杠副是由丝杠、螺母、滚珠组成的机械元件,是传统螺纹丝杠的进一步延伸发展。
滚珠丝杠的支承和支承方式关系到丝杠副的刚度,所以一般纵向滚珠丝杠的支承方式可采用左端深沟球轴承铰支承,右端两对角接触球轴承固定支承,这样保证丝杠发热变形时可向左侧远离砂轮方向延伸;横向滚珠丝杠因为在磨削时一直承受很大的横向力,所以前后均采用角接触球轴承支承以提高刚度,支承方式采用前端固定后端铰支,保证丝
杠发热变形时可向后延伸,这样可使主轴热变形影响减至最小限度[3]。
丝杠设计参数主要是底径及导程,可根据同类产品进行预选后验的方式进行设计。以 X 轴选丝杠设计为例,先根据普通磨床的丝杆预估选定 X 轴丝杠型号为 FFZD3205-5;支承方式采用前端游动,后端固定;固定端轴承型号 7305AC,游动端轴承型号 6305。砂轮架预估总成重量 W 为 3 420 N,砂轮架最大行程 Lmax 为 269 mm,砂轮架滚动导轨的
摩擦因数μ为0.1,快速进给速度vmax设为2 m/min,X轴向切削力Px约为500 N,反向差值设定10 μm,重复定位精度设定 6 μm,然后进行验证。
3.1 滚珠丝杠副的底径 d2校核估算滚珠丝杠副的底径:
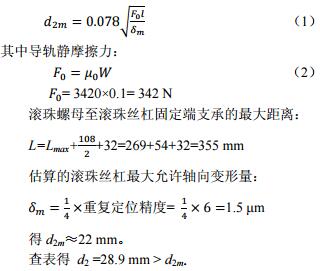
3.2 传动系统刚度验算
滚珠丝杠副的最小拉压刚度:
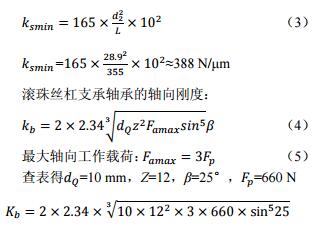
滚珠丝杠副滚珠与滚道的接触刚度:

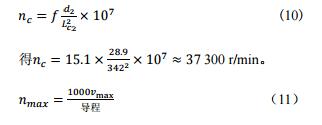
3.3 验算临界转速
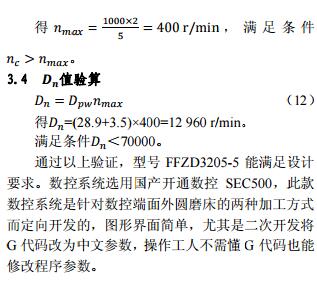
结语
随着制造业 新一轮的转型升级,从全球提倡绿色制造的大方向下,在满足用户加工要求的前提下,模块化设计的经济型数控机床对用户和制造商都是一种可持续发展的方式。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

