


七轴四联动数控环面蜗杆磨床的研制
2018-8-27 来源: 重庆商务职业学院出版传媒系, 四川大学 作者:陈燕,龚玉霞
摘要: 环面蜗杆加工的低精度和低效率问题,成为制约环面蜗杆发展的主要因素。针对精密磨削平面包络环面蜗杆和锥面包络环面蜗杆,运用虚拟中心距加工原理,研发了七轴四联动数控环面蜗杆磨床。工件在机床上只需一次装夹即可自动完成左右齿面的磨削。操作者不需要手动编程,只需在磨削软件中输入工件参数,即可自动生成加工程序。在研制的数控环面蜗杆磨床上进行平面包络环面蜗杆的试切实验,结果表明研制方案可行、精度可达预期要求。
关键词: 环面蜗杆; 虚拟中心距; 机床研制; 数控环面蜗杆磨床
环面蜗杆具有多齿接触、承载能力强、传动效率高等优点,在工业中发挥着越来越重要的作用。国内外专家学者在加工方法、制造精度、检测技术及加工设备研制等方面做了大量研究。早在 20 世纪 90 年代,文献 [1 - 3] 中针对如何提高平面包络环面蜗杆的加工精度和加工效率做了探讨。文献 [4 - 7]中对环面蜗杆的误差检测方法及检测仪做了深入研究。文献 [8 - 9] 中对蜗杆磨床及数控系统进行了设计和研制,但研制的设备在加工精度和加工轴联动方面都受限。因此,如何提高蜗杆的加工精度和加工效率,仍然是制约环面蜗杆发展的主要因素。
针对精密磨削平面包络环面蜗杆和锥面包络环面蜗杆,研发了七轴四联动数控环面蜗杆磨床。工件在机床上只需一次装夹即可自动完成左右齿面的磨削,但左右齿面需分别磨削。机床运用虚拟中心距加工原理,通过参数设定可实现基圆尺寸和中心距尺寸的调整。操作者不需要手动编程,只需在磨削软件中输入工件参数,即可自动生成加工程序。
1 、虚拟回转中心加工原理
传统的环面蜗杆加工方法是在改装的滚齿机或车床上进行展成加工,要求机床中心距必须与环面蜗杆成形中心距一致,因此机床工作能力受到中心距的限制。为了解决这一矛盾,重庆大学张光辉教授提出虚拟回转中心原理,并开发了具有虚拟回转中心功能的四轴四联动环面蜗杆磨床,实现了小中心距机床加工大中心距环面蜗杆齿面的目的。经深入分析和研究,发现有值得进一步改进的地方,为此针对精密磨削平面包络环面蜗杆和锥面包络环面蜗杆,提出了一种基于虚拟中心的七轴四联动数控环面蜗杆磨床。如图 1 所 示, 平 面 图 形 MN1N2在 中 间 平 面x2O2y2中有且仅有 3 个自由度,即沿 x2和 y2方向的平动及绕基点 M 的转动。选取 3 个独立参数表示其自由度,即基点 M 在 x2O2y2中的坐标值 xM和 yM,以及 MN2与坐标轴 O2x2的夹角 φ,显然,这 3 个参数均为时间 t 的函数,故可表示为:
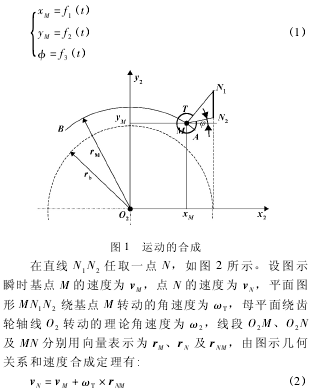
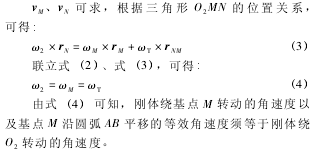
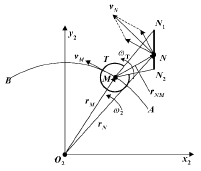
图 2 速度的合成
可见,直线 N1N2绕蜗轮轴线 O2以角速度 ω2的回转运动,可以分解为直线 N1N2绕与其固联的任意基点 M 以角速度 ω2的回转运动、基点 M 沿以 O2为圆心以 rM为半径的圆弧曲线的平移运动,该平移运动可分解为沿两正交直线轴的平移运动。虚拟回转中心的运动过程,需要 3 个坐标轴的联合运动来实现。
2 、蜗杆磨床研制方案
2. 1 蜗杆磨床的运动轴
数控环面蜗杆磨床的运动轴如图 3 所示,七轴分别为: X 轴,拖板的横向运动; Y 轴,磨具的高度调整运动; Z 轴,工作台的纵向运动; A 轴,砂轮倾角的调整运动; B 轴,砂轮架的回转运动; C轴,工件的旋转运动; SP 轴,砂轮的旋转运动。X、Y、Z 轴配置光栅尺,精度为 ± 3 μm; A、B、C 轴配置角度编码器,精度为 ± 5″。
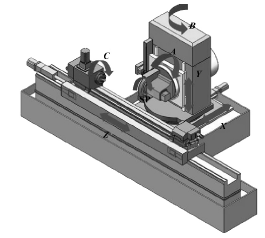
图 3 机床运动轴示意图
机床的主运动为砂轮的旋转运动 ( SP 轴) 。砂轮主轴采用滚动轴承结构形式,滚动轴承采用高精度陶瓷球主轴轴承,并配置油雾润滑装置。砂轮的旋转运动由 SIEMENS 内装式电机驱动,可实现砂轮的恒线速度控制。内装式电机通过精密水冷机进行强制冷却。机床的磨削运动: 工作台的纵向运动 ( Z 轴) 、拖板的横向运动 ( X 轴) 、砂 轮架的回 转运动 ( B轴) 、工件的旋转运动 ( C 轴) 。4 个运动均为全闭环控制的伺服轴,由数控系统控制实现四轴联动,完成工件的磨削。Z 轴和 X 轴均由交流伺服电机经行星齿轮减速机,通过弹性联轴器、高精度滚珠丝杠副实现纵向和横向运动,通过光栅尺实现全闭环控制。B 轴由力矩电机直接驱动,C 轴由交流伺服电机经高精度蜗轮蜗杆副 驱 动,均 通 过 角 度 编 码 器 实 现 全 闭 环控制。
机床的调整运动运动: 砂轮倾角的调整运动 ( A轴) ,磨具的高度调整运动 ( Y 轴) 。砂轮倾角的调整运动由力矩电机直接驱动,通过角度编码器实现全闭环控制。磨具高度的调整运动则由交流伺服电机经过一级减速,驱动高精度滚珠丝杠副实现磨具的高度调整,通过光栅尺实现全闭环控制。
砂轮修整: 修整工具采用金刚碟轮,通过工作台的纵向运动 ( Z 轴) 和拖板的横向运动 ( X 轴) 两轴联动实现平面包络环面蜗杆和锥面包络环面蜗杆磨削所用砂轮的修整。
2. 2 蜗杆磨床的主要规格参数
研制好的数控环面蜗杆磨床如图 4 所示。配置SIEMENS 840Ds L 高档数控系统、南京贝其尔公司的润滑系统; 配备英国雷尼绍公司的对刀测头,自动确定环面蜗杆中心平面的轴向位置; 配备意大利马波斯公司的砂轮动平衡装置,可对砂轮进行精确平衡。冷却系统配置磁性分离器和离心过滤器实现二级过滤,有效过滤砂灰及铁屑,保证了冷却液的清洁。配置全封闭式大罩壳,安装了油雾处理器,以防止冷却液的飞溅及油雾对环境的污染。磨削蜗杆可达到的精度等级为 5 级 ( GB/T 16445-1996) ,但工件两端的中心孔需要研磨,其主要规格参数如下: 最大安装直径 320mm; 最大顶尖距 1 500 mm; 最小顶尖距 150 mm; 可磨蜗杆中心距 63 ~ 400 mm; 可磨蜗杆外径 30 ~320 mm; 可磨蜗杆齿根直径 20 ~ 280 mm; 蜗杆圆弧中心至轴承挡端面距离 50 ~ 400 mm; 可磨螺纹长度1 000 mm; 可磨蜗杆模数 1. 2 ~ 20; 可磨蜗杆头数 1 ~ 20; 砂轮最大倾角为 ± 30°; 砂轮最大线速度45 m / s; 砂 轮 外 径 500 ~ 420 mm; 砂 轮 厚 度 40mm; 可磨蜗杆最大质量 500 kg。

图 4 数控环面蜗杆磨床
3 、试切实验
以表 1 所示几何参数为例,在研制后的数控环面蜗杆磨床上磨削加工蜗杆齿面,磨削加工流程如图 5所示,磨削加工的平面包络环面蜗杆样件成品如图 6所示。
表 1 蜗杆几何参数
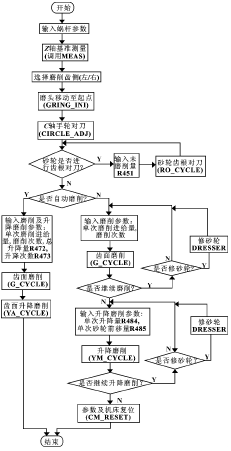
图 5 磨削流程
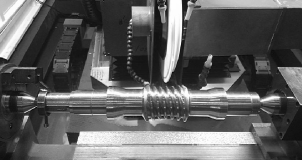
图 6 平面包络环面蜗杆磨削成品
4 、结论
(1) 针对精密磨削平面包络环面蜗杆和锥面包络环面蜗杆,研制了一种基于虚拟中心的七轴四联动数控环面蜗杆磨床。(2) 在研制的数控环面蜗杆磨床上进行平面包络环面蜗杆的试切实验,结果表明研制方案可行、精度可达预期要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

