


解决磨床加工曲轴连杆颈磨偏的技术攻关
2022-5-26 来源:柳州上汽汽车变速器有限公司柳东分公司 作者:杨方兴 农业贵 郭海生
摘要: 在发动机内三大件机加工零件中,曲轴是发动机中高速回转零件,直接承受各种复杂交变载荷,为了满足产品的质量需求,曲轴在加工过程中,对其动平衡量、轴颈平行度、直径、轴向距离、粗糙度、直线度、圆度、相位角等都会标注各自的技术要求,曲轴连杆颈磨偏问题导致 A3 跳动超差,甚至产生报废件,对公司的效益产生了重大影响。
关键词:相位角 磨偏 定位销 机械手 工艺
1、引言
2012 年五月曲轴线 OP80 加工连杆颈磨偏报废达到 8%。根据此情况,决定对此问题进行技术攻关;OP80 采用美国产 LANDIS 数控双砂轮磨床精磨连杆颈,提高其表面光滑度,使各摩擦表面耐磨,从而提高其使用寿命。
2、磨偏原因分析
首先利用树状图对可能造成 OP80 磨偏的各种因素来进行分析,根据分析共得出以下的几个因素,如图 1 所示:根据以上的要因来进行原因分析以及对设备进行检查(表 1):
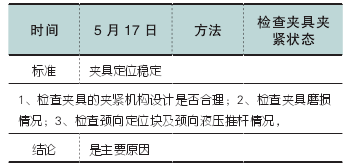
表 1
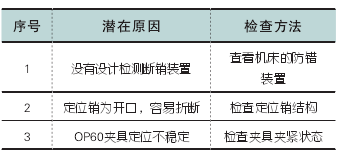
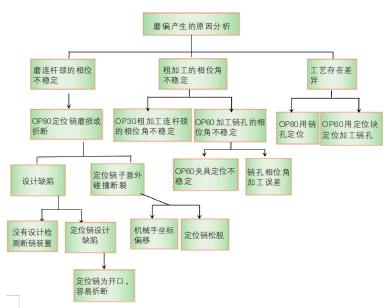
图 1 树状图分析可能造成 OP80 磨偏各种因素
3、确认过程以及结论
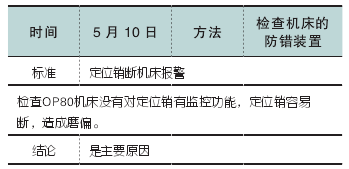
确认一:没有设计检测断销装置(表2)
表2
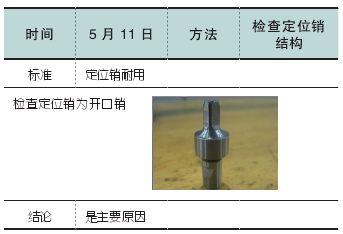
确认二:定位销为开口,容易折断(表3)
表3
确认三:OP60 夹具定位不稳定(表4)
表 4
4、制定对策
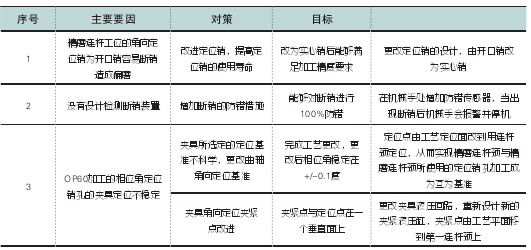
针对找出的三个主要原因,小组成员商讨出相应的对策 , 结果详见表5。
表5
5、对策实施
实施一:改进定位销,提高定位销的使用寿命
对加工连杆颈所用的定位销进行改进,由原来的开口销改为实心销,提高定位销的强度,以提高其使用寿命(图 2);
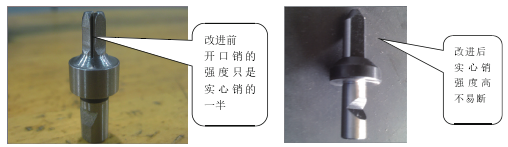
图2
经过跟踪,定位销的磨损情况比之前有明显改变
实施二:增加断销的防错措施
为了避免由于意外断销造成的曲轴连杆颈磨偏,所以为了达到防错的目的,我们在精磨连杆颈工位(OP80)的机械手上增加一个探测机床定位销存在的传感器,同时对机械手的运行程序进行更改,增加当传感器感应不到定位销时,机械手会停止给机床送料,
并报警提示操作工。现场查看,并对定位销断销防错功能进行验证,能达到 100% 防错的目的。
实施三:更改 OP60 角向定位基准,由工艺小平面改为第一连杆颈外圆对 OP60 夹具角向定位点的定位块进行改造,把定位块由直定位块改为直角定位块(图 3)。
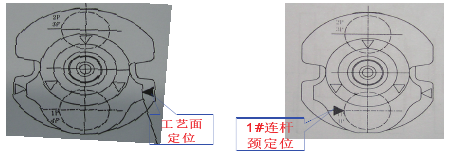
图 3
实施四:夹具角向定位夹紧点改进重新设计夹具夹紧液压缸的液压回路连接块,并重新选用新的液压缸,实现角向定位夹紧点的转移,确保夹紧点与定位面在一个垂直面上,保证 OP60 相位角销孔加工的长期稳定。
6、改造效果检查
技术改造以后状态(表 6):从上面的数据发现,曲轴连杆颈磨偏的问题在开始改造后明显下降,从五月底开始已完成解决曲轴连杆颈磨偏的问题。
表6

7、结论
通过以上数据可知:通过本次攻关活动,曲轴生产过程中的曲轴连杆颈磨偏问题报废率最终达到 0%,这说明采取的措施是有效的,实施效果是稳定的。通过努力,成功完成了预定目标。通过此次的问题解决,我们在后续类似问题解决过程中,对于本工序问题可改进的方面及前工序的优化都需要进行充分的分析及考虑,最终以达到问题高效高质解决。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

