


磨床砂轮主轴轴承的维修
2021-12-3 来源: 广西玉柴机器股份有限公司 作者:李泽炎
摘要:在现有柴油机零部件制造业当中,磨床在机加工中占有重要的地位,特别是曲轴和凸轮的加工中,磨床的加工精度直接影响产品的加工精度。磨床制造业在不断的发展和进步,通过采用正确的修理手段和操作,通过多年对磨床砂轮主轴轴承维修工作的总结与分析,找到主轴轴承故障的主要原因,得出维修主轴轴承的注意事项及处理故障的应对措施。
关键词:磨床砂轮;主轴故障;主轴轴承
0 引言
磨床的砂轮主轴是重要的部件,虽然磨床砂轮成本不高,但严重制约磨砂主轴的进步和发展。一般来说,小型的磨床是滚动的轴承结构,大型的砂轮采用的是液体静压轴承结构。因为静压轴承摩擦因数小,精度很高。对于磨床砂轮来说,其在启动的时候形成一定的油膜,油膜过多或者过少都会严重阻碍磨床主轴的寿命。为此,降低砂轮主轴轴承的故障是我们一直在探索的问题。以找出原因进行修理工艺和装配调整方法的改进来提高砂轮主轴轴承的寿命。
1、磨床砂轮主轴轴承概述及特性
1.1 磨床砂轮主轴承概述
磨床砂轮主轴轴承的质量水平好坏直接影响加工工件的质量和稳定性,一般具有滚动的轴承和滑动轴承两大类。但是,现有的主滑动轴承发展水平较高,对于现有的动压轴承、静压轴承及动静压轴承研究已久,一般来说采用的雷若方程计算边界条件。磨床砂轮主轴承结构图如图 1。
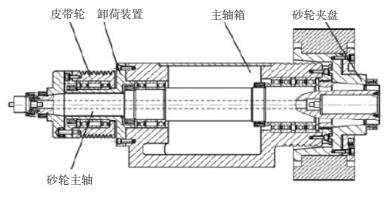
图 1 砂轮主轴结构图
1.2 磨床砂轮主轴轴承的分类(静压、动压)
一般来说磨床砂轮主轴轴承分为静压轴承和动压轴承。其相关原理介绍如下:
(1)静压轴承
磨床砂轮主轴静压轴承工作原理是:在启动油泵时,通过节流器等环节,使得主轴颈出现一定的油膜,从而使其与轴承之间产生间隙,通过一定的节流器的作用,使得油通过必要的回油泵使得油回至油箱之内,静压轴承工作原理图如图 2 所示。因为其整体结构简单,安装方便,精度高等因素,使得其广泛被应用。
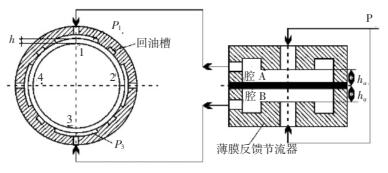
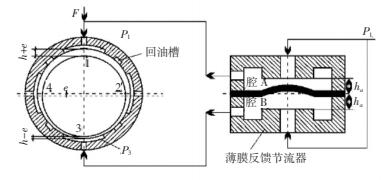
图 2 静压轴承动作原理
(2)动压轴承
动压轴承具备运动平稳,同时具备一定的抗震性,回转速度较高等特点。但是其需要在一定基础上的运转速度基础上才能产生一定的压力油膜,使得其能够实现纯液体的摩擦等。因此,这种环境下不适用于低速环境下运行。
1.3 磨床砂轮主轴轴承动力特性(静压、动压)
(1)静压轴承
静压轴承能够在完全静止的环境下,建立起必要承载的油膜。在启动静压轴承的转子时应先启动静压的润滑系统,保证系统能够持续稳定的进行。换句话说,在其轴承系统进行工作时候,主轴出现一定的压力油膜,在主轴进行必要的旋转时,使得其轴承间出现一行的阶梯效应,自然而然形成一定的动力油膜,因此形成一定的动压轴承系统等。静压轴承最大的特点是需要必要的油泵系统提供压力油。
(2)动压轴承
动压轴承启动力矩较大,且容易发热,在其主轴工作条件不同时,其相关的精度和稳定性也不近相同。动压轴承无需额外的压力系统。
2、磨床砂轮主轴轴承维修经验总结
2.1 主轴轴承故障的主要原因
(1)主轴轴承装配调整不合理
实践证明,在滑动轴承为结构的主轴轴系中,同样精度的主轴和轴承,装配得好,可以提高主轴的旋转精度及轴承的使用寿命,装配得不合理,将导致主轴旋转精度的超差,由此看来,正确、合理地选择装配调整方法是提高主轴旋转精度的重要一环。必须保证主轴装好后与体壳孔的前后轴线同轴度在 0.01mm 内。保证主轴与轴承间的间隙,必须在 0.01 ~0.015 mm 之间,但以调整到 0.01 mm 最为适。调整必须耐心细致,才能调到合适的间隙,调整到合适的间隙后,用手转动主轴(转动主轴方向应与机床转时主轴旋转的方向一致),此时应转动轻松,无阻滞感觉。
(2)材料质量差
一般来说,主轴轴承本身的材料会严重制约轴承本身的质量。根据主轴本身的制作工艺和质量来说,与国外有着严重的差距,但是就材料本身来说是主要的因素,就其制作工艺、轴承的设计等方面来说是次之。磨床砂轮主轴和轴瓦在运行过程中需要对转速和转矩进行传递,与此同时需要承载必要的载荷,这就意味着会产生摩擦和磨损等问题,同时其工艺制作的精度和质量未达到国家规定的技术标准,轴瓦出现砂眼和气孔等现象,严重的是材料出现一定疏松的情况等,使得磨床砂轮主轴轴承的质量远远不能达到预期的标准。
(3)润滑不良
一般来说,油膜的压力与油粘度成正比,换言之就是压力越大则相应的粘度也越大,则相应的摩擦阻力也逐渐增大说明润滑油的油性过于稠密则会造成主轴严重的发热现象。作为主要支撑部件的主轴轴承部件来说,在整个运动机制占据重要的作用,因为其在旋转的过程中逐渐形成一定的油膜,有效的降低主轴与轴瓦之间的摩擦和损耗,选择合适的润滑油,则可能有效的延长轴承的使用寿命。一般地,采用的是自动润滑油系统,通过有效的设置科学合理的润滑参数以及合理选择润滑油的粘度,通过及时有效的设备维护,能够保证设备可持续长期的有效运行。
(4)主轴油的清洁度达不到要求
油膜的压力与油粘度成正比,换言之就是压力越大则相应的粘度也越大。则不清洁的润滑油等环境因素则会导致主轴的磨损度,同时也会加速磨损的速度,较轻的结果只是导致主轴轴颈与轴承表面简单的起球,严重的情况则会导致主轴轴颈与轴承的拉毛、烧瓦烧轴抱死等,介于轴瓦与轴颈之间的间隙非常的微小,一旦主轴油的清洁度达不到要求,则会造成严重的后果,导致主轴抱死情况的发生。
2.2 故障原因分析与处理
通过必要的研究和分析,得出:就主轴承本身来说,价值不高,但是一旦遭受一定的损害,会造成巨大的风险,因此,必要的故障分析迫在眉睫。同时主轴承其出现故障和损害的因素很多,通过一定的取证,不能给与一定的定行性和结果。在对故障的主轴承进行拆卸分析,有的部分显示出轴承受到严重的损害,更有甚者出现烧轴烧瓦现象,或者出现抱轴现象。就相应的问题进行细化得分析得出以下故障原因:
(1)故障主轴轴承的润滑受阻或者缺油的现状,首先需要对其相应维护记录进行详细的查询,当轴承排油正常时,则显示工作是正常稳定的,则说明润滑现象良好。但是对其在拆解之后发现,轴承周围的残留的相关油脂过于繁多,造成润滑作用不够明显,同时严重制约润滑的效果。
(2)由于主轴油的清洁度差,有异物将节流器的小孔堵住或者将油腔的油面刮开,造成主轴抱死的现象,使得轴颈出现一系列的毛刺现象甚至主轴发热造成轴颈裂,主轴报废。其轴承故障点如图 3 所示。
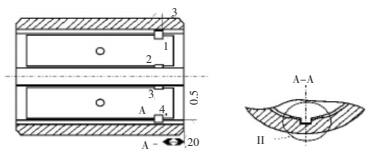
图 3 轴承故障点
(3)薄膜反馈节油器失灵。
(4)轴承的运输过程,在对运输过程中发现,通过对比要的运输过程予以一定的追溯、分析和研究,得出在进行运输过程中,设备齐全且符合标准和要求,不能造成轴承损害的可能,也就排除运输过程造成的损害。在进行系统分析和研究上,将轴承进行彻底清洗的清洁工作,同时保证对各处的研伤进行修磨处理,保证轴承在最优状态下工作。
3、注意事项与结论
3.1 注意事项
必要时,对砂轮主轴进行平衡测试;同时,对相关的主轴和相应的轴承进行有效的配合,应该符合国家标准 A 级;在对砂轮的静平衡时应该至少满足对其 8 处点的有效的平衡,对于新的砂轮来说,必要时,应该进行两次的平衡,在进行平衡时候应该使用冷却液;在对主轴和和轴瓦间的间隙应该科学的设置,避免便哟的漂浮现象的发生,同时保证主轴与轴瓦间接触性良好等;同时在保证试车时,避免放置轴承间隙过小,造成拉毛和起线等现象;轴承温度不宜过高,必要时加大油量、强制通风等手段。
3.2 结论
伴随着深入的研究和分析,就会面临着对磨床更多问题的研究和发现,这就要求我们需要不断的探索和钻研,学习国外先进的技术水平,有效地提升自己相关技术水平,通过在研究中创新,在创新中改进相关维修技术,有效的提升磨床砂轮主轴承维修的水平,降低了企业的额外开销,最大化提升经济效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

