


B2015 龙门刨床控制系统的技术改造
2018-6-19 来源: 徐州技师学院电气学院 作者:孟庆龙
摘 要:传统的龙门刨床电力拖动多为直流电机扩大机—发电机—电动机组(简称 K-F-D 系统),控制部分采用常规继电接触电器方式。本文介绍采用交流变频调速系统和 PLC 可编程控制技术,改造 B2015 龙门刨床技术,通过验证取得了满意的效果。
关键词:继电接触电器;变频调速;PLC 控制
一、龙门刨床对电力拖动及控制的要求
龙门刨床是频繁往复运动的生产机械,前进为切削行程。后退行程是不作切削的,只是让工作台驶回准备作第二次切削,且高于前进行程速度。为了加工不同的金属材料和满足不同加工工艺,要求工作台有较宽的调速范围和较硬的机械特性。从工作台的运行过程可以看出,前进与后退的变换过程中,各段速度变化不同。由于工件长度不一,要求工作台的行程也不同,数据需要现场调整。工作台的前进、后退、点动、设定加工速度和后退速度均能自由操作,按钮盒的各种键功能不变。
二、工作台传动及功率
龙门刨床工作台主传动机械由两级斜齿圆柱齿轮减速箱(总减速比为 9),经较长传动轴传到 45°斜齿轮啮合齿条带动工作台。在整个功率的传输过程,要考虑到机械空载功率、摩擦功率和切削功率等因素。即 P 主 =P 切 +P 摩 +P 空;P 主:主拖动电动机的功率;P 切:加工切削功率;P 摩:机械运行的摩擦功率;P 空:机械的空载功率。通过计算或查出上述各种因素,即可算得拖动最大功率。
三、龙门刨床电力拖动系统的设计
选择最佳设计方案要考虑诸多因素,上述分析 B2015 龙门刨床的拖动电机受切削力、静动摩擦力等影响,同时与运行速度也有关系,其工作台的负载性质是恒功率性质,即在不同切削速度 Vz 时切削功率 Pz 近似不变。事实上,由于机床机械刚度是有限的,龙门刨床应有一个最大切削力 Fmax 。当 Vz<Vx 时,Fz=Fmax= 常数,其负载为恒转矩特性。当Vz>Vx 时,其负载是转矩性质为恒功率 , 恒功率切削区的最低切削速度 Vx,称为计算速度 Vx,而最大切削力(最大牵引力)可在 B2015 手册查到。显然,龙门刨床需要的切削功率 Pz=Fm Vx/NK1K2(k W)。
公式中,Fm:最大牵引力(N);Vx:转折点的速度;K1:功率变化系数;K2:允许过负载系数;N:机械效率。选择交流电机时还应考虑恒转矩调速用于恒功率调速和交流电动机的特性,电动机功率就应扩大若干倍,这一计算与上述机械分析是一致的。经过实际测量 B2015 龙门刨床选择 45 k W 交流电动机作为主拖动电机还有较多的富裕量,考
虑到工作台的低速延伸,还可考虑 37 KW(600 rpm)交流电动机方案。鉴于上述分析 , 笔者选择了日本 SANKEN 公司的IHF-55K 变频器和变频专用 YTS280M-8 三相异步电动机组成了 B2015 龙门刨床的拖动系统。IHF-55K 变频器具有无速度传感的控制模式或内藏 PID 控制模式,构成的速度闭环调速系统可达到龙门刨床的机械电气性能要求。
四、电气控制部分的设计
龙门刨床电气操作较复杂,本着不改变操作习惯的基础,笔者选择采用日本 OMRON 公司的 PLC 及常规电器件构成电气操作系统,龙门刨床的工作台的自动、手动进退、换向、点动、垂直、左右刀架的动作和横梁升降及夹紧等电器控制,均由 PLC 软件完成,软件设计完全实现了各种操作与原操作保持一致。通过交流电动机的测速机,还设计了工作台运动速度显示功能。由于 PLC 具有丰富的软件,有内部计数器、计时器、辅助继电器。利用它来设计龙门刨床的各种操作程序十分方便,大大减少了常规电气件的用量,降低了整机的故障率,增加了运行可靠性,电气原理框图如图 1 所示.
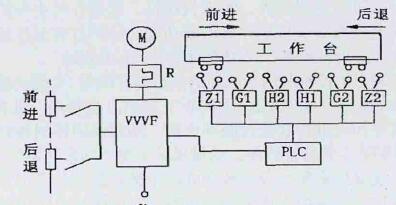
图 1 龙门刨床工作台行程控制框图
通过实践证明,采用交流变频拖动系统和 PLC 可编程控制技术改造 B2015 龙门刨床直流机组 K-F-D 系统,不仅简化了控制线路,缩小了控制装置的体积,提高了系统工作的可靠性、通用性,而且还增强了控制系统的功能,提高了B2015 龙门刨床自动控制的控制效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

