


利用废旧车床改造拉床实践
2016-8-10 来源:广州市轻工高级技工学校 作者:陈建超
摘要: 某工厂周期性大批量生产皮带轮, 使用刨床加工, 加工效率低, 精度不易保证。为解决此问题, 将工厂的旧车床改造为拉床, 解决了生产中易出现的问题, 满足了实际生产的需要。
关键词: 废旧车床; 拉床; 工艺革新
作者接触的一间大型机械加工厂周期性生产大批量的皮带轮, 开始时是使用刨床进行加工, 加工效率低, 精度不易保证。后经过与技术人员的共同努力,完成了工厂旧车床改造拉床的工作。此次机床改造在结构设计上有一定的独到之处, 下面简单予以介绍。
1、拉削的特点
拉削是一种高效率的精加工方法, 利用拉刀可以拉削各种形状的通孔和键槽, 如圆孔、矩形孔、多边形孔、键糟和内齿轮等。拉床结构简单、操作较方便。拉刀有寿命长、生产率高、加工质量高等优点,主要用于大批量生产或定型产品的成批生产。
2、改造方法
将车床改成拉床须解决以下2 个问题: (1) 车床主轴的回转运动改变成拉刀的往复直线运动。
(2) 使车床主轴只输出扭矩而不承受拉力(即不改变主轴箱内各传动部件原有传动的受力特点)。
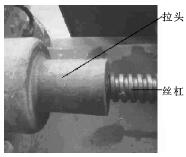
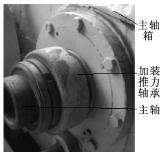
图1 车床卡盘位置加装螺纹拉头 图2 主轴伸出主轴箱位置加装推力轴承
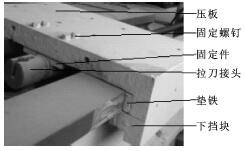
图3 固定丝杠的方法
如图1 所示, 车床卡盘位置安装一球墨铸铁材质的螺纹拉头, 大端与车床主轴螺纹连接, 用螺纹顶丝把拉头和机床主轴固定在一起, 保证拉头与主轴连接可靠, 防止机床反转时拉头松脱掉; 小端与丝杠连接, 把机床主轴的回转运动转化为丝杠的直线运动,丝杠采用车床旧丝杠即可。
机床主轴箱尾部主轴伸出主轴箱位置加装推力轴承, 如图2 所示, 这样当机床正转拉削工作时, 把主轴承受轴向的拉力转移到机床主轴箱, 确保主轴的工作不受影响。
利用一个废旧铸铁平板作为压板与下方的固定件用螺钉连接, 固定丝杠, 如图3 所示, 使机床正转拉削工作和反转回退时丝杠只能作往复运动, 而不能转动, 确保工作的有效性。
3、拉削夹具
拉床夹具用于确定工件在拉床上的正确位置并夹紧工件, 在拉削工艺中占有很重要的地位, 是保证零件加工技术要求中所规定的尺寸精度、表面粗糙度以及各表面间相对位置精度的重要措施。生产中, 为保证产品质量、提高生产效率、减轻劳动强度, 应正确选择和使用夹具。
如图4 所示, 此机床采用的拉削夹具由挡板1、定位环2 两部分组成, 导向部分由定位环上面的导向槽来控制。挡板1 固定在床身上; 定位环2 固定在挡板1 上, 调整挡板1 的位置使定位环孔与主轴中心等高, 工艺槽向上。
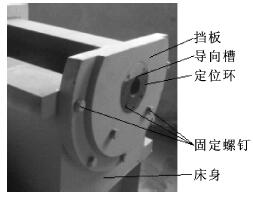
图4 拉削夹具
4、加工过程
(1) 将工件通过连接件与定位环孔连接。
(2) 将拉刀从工件外侧通过工件、连接件、定位环靠近拉刀接头。
(3) 连接拉刀与拉刀接头。
(4) 开动机床进行拉削, 用调试好的行程开关控制把键槽加工完成。
(5) 取出拉刀, 卸下加工完成的工件, 安装新工件。
(6) 快速回退丝杠到加工起始位置。
(7) 重复步骤(1) — (6), 进行下一个工件的加工。
5、容易出现的问题
(1) 主轴箱后安装的推力轴承预紧力不当, 使主轴在拉削工作时产生轴向位移。
(2) 拉头安装时顶丝没有安装到位, 机床回退时拉头松动。
(3) 拉削夹具的工作中心(定位环)、主轴中心和压板固定处丝杠中心不等高, 拉削工作时拉头与丝杠产生一定的扭曲, 受力不当。
(4) 夹具长时间工作, 定位环产生一定的变形,影响工件精度。
6、解决方法
(1) 需要一个经验丰富的机修师傅进行推力轴承的安装, 并进行多次试验和测量。
(2) 拉头与主轴之间一旦安装好, 要用2 个以上顶丝进行预紧, 在开始的前50 个工件里经常观察是否有松动迹象, 适时跟进, 确保到位。
(3) 压板、固定件通过螺钉与丝杠连接后要保证与主轴中心高的一致性、导轨上平面与主轴的平行度等精度都要经过测量和调整, 在符合要求以后再进行固定。
(4) 定期进行夹具定位环的精度检测, 当发现精度达不到要求时及时调整或更换定位环。
7、结束语
一些机械厂经常加工一些特殊内形的零件, 购买拉床需要一定的资金, 而企业内又有旧的和报废的车床, 利用这种方法加以改装, 既能达到实际生产的需要, 又能做到物尽所用和节省资金, 有一定的推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

