


数控铣床铣螺纹浅析
2019-9-16 来源: 无锡工艺职业技术学院 作者:王 凯
摘 要:数控铣床可以加工数控车床无法加工的大螺纹,具有高精度、高效率和高品质的特点,加工方便,容易替换。通过铣削技术和变量方法实现加工过程,在加工要注意尽量做到程序的通用化、简单化和标准化,文章基于这一理念,结合操作时间,对于如何进行数控铣床铣螺纹的加工进行了分析,并且结合国外最新技术对数控铣床铣螺纹加工问题进行了分析。
关键词:数控;铣床;铣螺纹;程序
螺纹铣削的优势在于加工效率、精度和质量都比较高,不但可以准确控制螺纹的尺寸,螺纹的寿命也相对较长,采用单一铣牙刀可以加工不同尺寸的内外螺纹。同时采用该技术可以自由控制牙长,能把盲孔螺纹加工到底部。采用该技术还可以自由选择刀具,在同牙距中可以共用同一道具。
1 、加工过程分析
(1)加工的零件和刀具选择。加工零件要确定内外螺纹倒角、内外螺纹底径、轴径和内孔尺寸等。在加工中要确定大径和小径等内外螺纹要素。在加工之前,首先根据图样确定加工工艺的参数和位移的数据,然后再根据图纸思想进行零件的加工程序,与 CAD/CAM 程序不同。
(2)加工工艺分析。在加工外螺纹之前,首先要完成外圆轴径、螺纹端面倒角和退刀槽的加工,在加工内螺纹之前,首先要完成内孔孔径、螺纹端面倒角和退刀槽的加工。在铣削技术条件下,外螺纹会受到压力导致大径变大,内螺纹会孔径变小,因此加工过程中要略微减少外圆轴径尺寸,稍微增大内螺纹孔径。
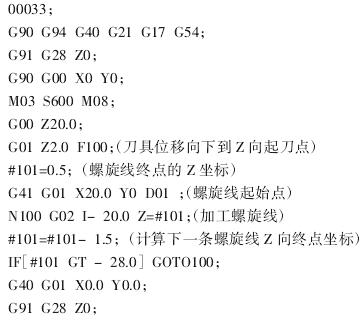
(3)加工程序分析。采用宏变量的方式编程,用变量“#101”代表螺旋线的终点 Z 坐标,在此情况之下,每条相连的螺旋线终点的 Z 坐标相差一个螺距。具体程序如下:

(4)操作注意事项。第一,操作人员必须严格穿紧身工作服,带防护帽和防护镜,金属逐渐铣削时还应戴防控罩,尤其要注意不能带手套,注意袖口、衣角卷入道具。第二,操作前必须要注意装置的安全性和稳定性,确保设备良好运行。第三,装卸工件时,要确保工作台远离工作区,操作时避免碰到铣刀,装拆铣刀时也不要用手直接触碰。第四,操作不规则工件时避免工作台受力不均匀产生变形等现象。
2、 未来数控铣削螺纹的发展趋势和对策
(1)未来的发展趋势。在未来铣床加工必然会更加充分发挥其高速度的优势,在严格的尺寸要求和精度要求下,数学模型和加工程序必将会进一步简化。笔者的调查表明目前德国高精度和高速数控铣床能在 5 分钟内全自动加工一个高精度复杂结构的部件,尽管材料损耗较大,但是生产率极度地高。尤其是将复杂的设计改为一键设置,操作人员只需要轻松摆好零件文件,按下按钮,机器就可以按照程序实现高速铣削,这代表了工业 4.0 时代的到来。
(2)对策建议。我国数控铣削螺纹技术要追赶德国这样的发达国家并非易事,首先要大力培养编程人才,实现编程简易化。其次我国要推动智能化技术和数控技术相结合,结合 2025 计划大力发展技术。最后要积极开发前沿技术,将3D 打印机技术、机器人技术和工业技术结合,不断改进生产能力,提高精度。
3 、结 语
螺纹铣削技术和车削技术采用的是固定毛坯,高速旋转走刀的方式,刀具高速运动,而零件相对静止。车刀技术只能低速加工螺纹,通过数控铣削技术能够实现复杂外形的高速加工,能通过数学方法加工给出不同曲线,本文采用宏程序变量编程时,程序简单,代码少,出错低,效率高。未来,随着数控铣床技术的发展,高速和高品质的机械效率必将会大提高劳动生产率,而且在程序上进一步简化。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

