


一种数控凸轮轴铣床数据处理软件的使用方法
2020-5-12 来源: 江西应用工程职业学院 作者:童 勋
摘要:介绍一种使用全数字控制加工凸轮轴凸轮的铣削方法,由该原理制造的数控铣床可替代用机械靠模车削凸轮的传统工艺,使凸轮加工实现完全自动化。
关键词:凸轮轴;铣床;数控
0 引言
在数控技术未普及以前,各类凸轮零件(发动机凸轮轴、平板凸轮、圆柱凸轮、凸轮槽等)的凸轮廓形加工均采用靠模仿形加工。这种工艺方法十分落后,不但靠模制造复杂、调整困难、更换产品 品种时费工费时,更大的缺陷是精度低、表面粗糙度差,靠模成形加工大大地阻碍了零件质量的提 高。即使在数控技术发展日新月异的今天,部分凸轮加工可以在普通数控铣床和加工中心上加工,但就其质量而言仍然存在着 “表面波纹” 的一致命缺陷。
而对于发动机凸轮轴的凸轮廓形加工,以上数控设备却无法实现。利用三坐标数控凸轮轴铣床的三坐标两两联动(一轴旋转,一轴直线运动)可实现各类凸轮的自动铣 削加工,不但解决了一般数控 铣床的 “表面波纹”, 而且还可以实现凸轮轴的凸轮廓形加工;既克服了数控铣床的两轴直线插补所产生的“波纹”,又大大降低了设备制造费用,使凸轮零件的制造成本降低100~200%, 而质量提高1个数量级。
1、机床结构
图1 机床形状
1.1 利用全功能斜置导轨数控车床作为主体结构,将原主轴的交流电机驱动改为数控伺服电机驱动。
1.2 在拖板横向滑头上设置一个动力铣削头。
1.3 采用三坐标数控系统。
a.X轴,驱动拖板横向滑头;
b.Y轴,驱动拖板纵向移动;
c.Z轴,驱动主轴。
1.4 增加一个轴类加工的辅助中心支承机构。
1.5 其它:床身、床脚、冷却、液压、润滑、照明等均与原数控车床相同。
1.6 机床传动系统
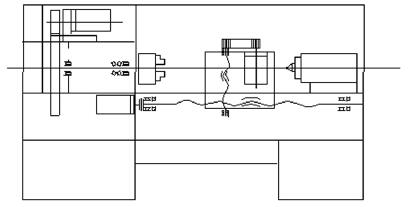
图2 机床传动系统
2、加工的凸轮结构
包括平板凸轮、平板槽凸轮、园柱槽凸轮、汽车刹车凸轮轴、发动机凸轮轴等 (见图3)。
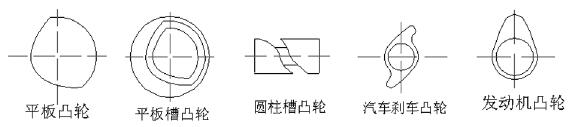
图3 各类凸轮形状
3、加工原理
如图4,若圆盘一方面绕自身轴心作等速回转运动,另一方面整体作相对于 XOY 坐标的等速直线运动,而盘上某点 O 相对于 XOY 坐标不动,那么,O 点在圆盘上留下的轨迹应是一条阿基米德螺线 (等速曲线)OA:ρ=ρ0/a0(ρ=vt a0=wt ρ0为常量)我们常见的平板凸轮槽,其凸轮曲线太多近似阿基米德螺旋线。根据以上原理,如果将零件的加工模拟以上方法,将 O 点视为刀具,即可加工出我们 所 需 的 凸 轮 槽。一 般数控车床均具有直线插补、圆弧插补加工功能,凡具有以上二种功能的数控机床,均可以利用其直线、圆弧插补功能实现
凸轮槽加工。如图5中,利用其单轴运动 (Z轴旋转)实现圆弧 AD 和 BC的等程凸轮槽加工,利用 Z轴和 X 轴的直线插补运动可实现 AB和 DC的升程凸轮槽加工。
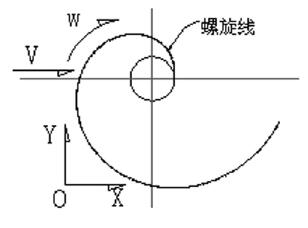
图4 加工原理图
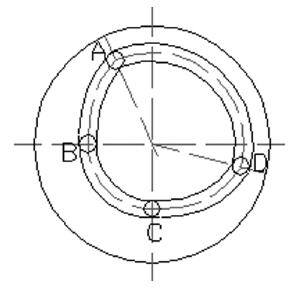
图5 平板槽凸轮加工理图
4、加工方法
4.1 平板凸轮、平板槽凸轮的加工
将工 件 用 三 爪 卡 盘 装 夹 在 Z 轴 上,铣 刀 主 轴 轴 线 与 Z轴轴线平行,利用 Z、X 坐标的插补运动即可实现。
4.2 圆柱凸轮 (或螺旋槽)的加工
将工件装夹于三爪卡盘与尾架顶尖之间,铣刀轴线垂直于工件轴线,利用 Z、Y 两坐标联动即可实现。
4.3 凸轮轴 (各类发动机中的零件)的加工
将凸轮轴装于卡盘与尾架顶尖之间,较细长轴中间置以辅助支承,利用 Z、X 轴的联动,即可实现Y轴可轴向换位,达到自动加工全部凸轮的目的。
5、凸轮廓形坐标点计算
用数控加工首先要知道凸轮廓形的每个坐标点,选取的坐标点越多,精度则越高。下面以一个偏心轮为例,计算偏心轮廓形极坐标点,编制一个廓形极坐标点的计算程序。
5.1 建立数学模型
P (i)点为偏心轮廓形上任意一点,偏心量为 E,最大外 径 为 D。 在 △OPO′中, 根 据 余 弦 定 理,| OP |=式中:OP为 P点到轴心点 O 的极径,E 为偏心量,θ
为极径绕 O点旋转的角度,当O 极径绕轴心O旋转时,每转△θ对应一个|OP|值。函数 P(θ)就是 P 点的极坐标方程。
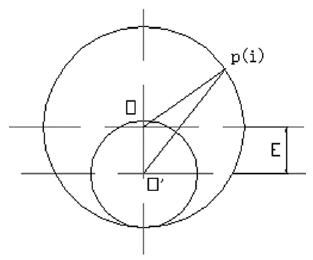
图6 偏心轮数学模型图
5.2 编制计算程序
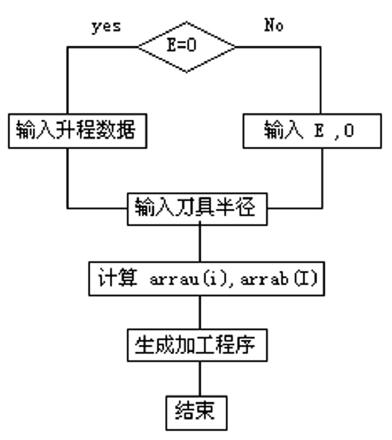
图7 流程图
根据上式|OP|绕 O 点每转△θ对应一个 P (θ)值。利用循环语 句,取 △θ=1,即每转一度计算一个极径值P(θ),一周取360°。程序如下:
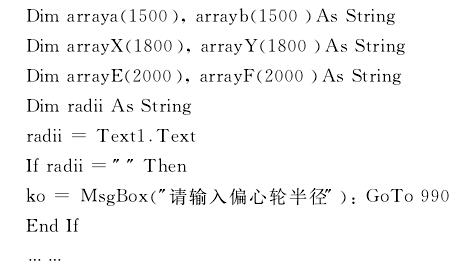
其它形状的凸轮也可用类似方法计算。
5.3 程序界面及计算结果
在图8所示界面中输入相应值,点击确定即可计算出偏心轮轮廓轨迹坐标。图8中所显示的为 E=4.2,D=38,R=15的计算结果。

图8 计算结果界面显示
6、凸轮廓形的加工数据处理
偏心轮廓形轨迹是一组连续规则的曲线,而大部分凸轮廓形的升程部分是一种无规则的曲线轨迹,如汽车中的凸轮,这些轨迹一般都不能用一般函数关系式表述。数控机床的曲线加工运动是由两坐标 (对于多维曲线是三坐标以上)插补运动所产生的。根据本机特点,两坐标插补运动是一轴旋转,一轴直线运动,由其所产生的运动轨迹为阿基米德螺旋线,而绝大多数凸轮的升程轨迹均可用阿基米德螺旋线分段逼近计算。本机凸轮廓形加工数据处理实质上就是基于阿基米德螺旋线,将凸轮廓形的不规则的无数点的集合划分成若干段,每段包含一个阿基米德螺旋线,只是每段的阿基米德螺旋线的 K 值不同而已。由阿基米德螺旋线分段 逼 近 计算的凸轮形状误差可小于0.01mm,远高于凸轮的精铣加工标准。
7、数据加工程序处理
以上处理的凸轮廓形极坐标点均为廓形的实际坐标点,由于加工中存在刀具半径干涉问题,刀具中心的运动不能按实际坐标点运动,刀具的运动轨迹应以不产生干涉为原则,这样才能加工出符合图纸要求的凸轮廓形。计算模型如图9所示,图中 O 为凸轮轴心,O′刀具中心,当刀具绕凸轮廓形滚动时,|OO′|= O′P2+OP2槡+2O′P·OP·cosθ 。
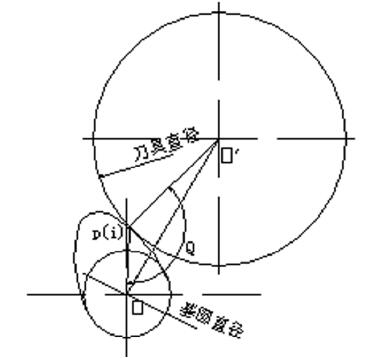
图9 刀具轨迹计算模型
7.1 程序流程图
由于计算工作量十分庞大,下面绘制一程序图来表达。(这里仅仅列出处理阿基米德螺旋线分段逼近计算铣削凸轮的刀具轨迹子程序)。
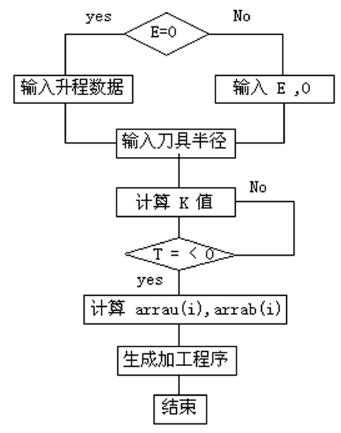
图10 程序流程图
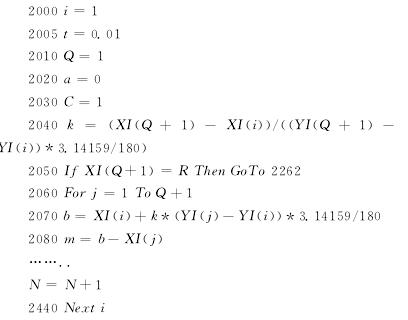
7.2 源程序
下面摘录的是计算由阿基米德螺旋线分段逼近计算的铣削凸轮形状的源程序。每段阿基米德螺旋线 K值均可使凸轮形状误差小于0.01mm。
综合处理程序包含前面所述的两个子程序,因此,在综合处理程序中,用户只要输入几个已知的参量,如偏心量、偏心轮的最大直径、凸轮升程数据、凸轮形状对称与否、刀具直径、端铣或周边铣方式等,就可直接获得简单的加工程序。此软件操作既简单又便捷,易学易会。为了满足各层次用户的要求,软件采用窗口式的会话操作,操作人员只需单击几个按键,或用鼠标轻点几个图标,就可轻而易举地获得凸轮的加工参数程序。软件系统主界面如图11所示:

图11 软件系统主界面
计算出凸轮的廓形极坐标后,还应将其转化为数控加工程序,根据数控系统的特征,符合本机床原理的阿基米德螺旋线的插补运动用数控的直线插补即可实现。不同的发动机,其凸轮形状也不尽相同。凸轮升程有平面测量、滚子测量、点测量之分,由于软件考虑到了以上各种因素,因而该软件具有良好的通用性。某凸轮加工通过数据处理软件处理好的加工子程序如下:
7.3 自动生成主程序
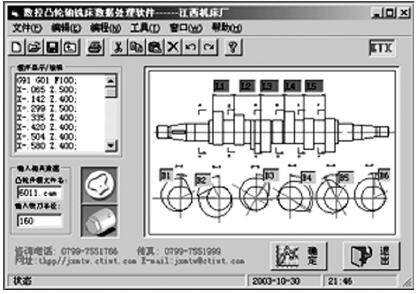
图12 数控加工主程序生成界面
为了方便用户,软件备有自动生成主程序功能。用户只需按界面的文本编辑对话框中的提示输入相应的值即可自动生成主程序 (见图12数控加工主程序生成界面)。生成的某凸轮轴主程序如下:

8、加工实例
根据以上原理开发的数控凸轮轴铣床,在生产实践中得到验证。实践证明,利用以上方法加工出的凸轮廓形无论在几何精度,还是表面粗糙度都有显著提高,一举解决了凸轮廓形加工难题,由此加工的凸轮尺寸精度提高2倍以上,表面粗糙度提高1个数量级,生产效率提高2倍以上,具有明显的经济效益和社会效益。图13是一种凸轮加工的图形模拟轨迹。

图13 凸轮加工图形模拟轨迹
充分利用 CNC数控资源,将机床主轴的交流电机驱动改为数控伺服电机驱动,使传统的双轴直线插补运动变为一轴旋转、一轴直线运动的双轴联动,从而可以方便地利用阿基米德螺旋线 实 现凸轮廓形的分段逼近计算控制。这符合CNC数控系统的控制规律,易于实践数控化。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

