
1概述
汽轮机叶片是一种典型的具有复杂曲面的零件。叶片一般都处在高温、高压、高转速和腐蚀介质环境下工作,不仅需要有较高的强度,而且要具有较高的抗腐蚀、抗疲劳、抗冲击能力。随着材料科学、设计技术、加工设备的变化和进步,其型面形状日趋复杂,其加工工艺也不断地发生变化并日臻完善。其加工要求严格,加工量很大。
汽轮机叶片的型面已经从等截面直叶片向变截面扭叶片发展,其加工工艺也随之变得愈加复杂,叶片型面的造型及加工直接影响到汽轮机的工作性能。目前,汽轮机叶片一般均采用五坐标联动数控机床来加工完成 。加工之前的数控编程是保证叶片加工精度和表面质量的关键。本文针对汽轮机叶片型面的复杂性,先将实测数据经Matlab软件平滑处理后,导入UG利用NURBS方法对其进行了精确的三维造型,并进行了叶片的数控加工工艺流程规划;UG的加工制造模块功能极强,研究在同一个CAD、CAM环境下,实现汽轮机叶片的三维造型、图形化数控编程、刀具轨迹生成、实时加工仿真的方法,以保证数控加工的质量和效率。
2汽轮机叶片的CAD/CAM系统结构图
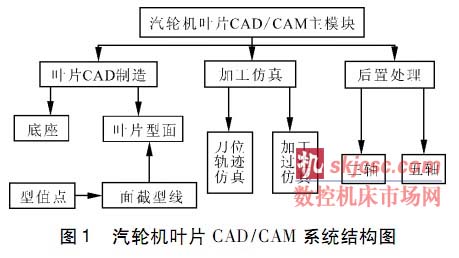
UG是一个高度集成的CAD/CAE/CAM软件系统,它不仅具有强大的实体造型、曲面造型等设计功能,而且可以运用建立好的三维模型直接生成数控代码,用于产品的加工。汽轮机叶片CAD/CAM系统结构图见图1。
3创建叶片三维模型
3.1叶片数据的获取方法
汽轮机叶片数据的获取主要有两种方法:一种是通过逆向工程;一种是通过理论计算。逆向工程是把原型的几何尺寸通过各种测量方法(如:三坐标测量机、激光跟踪仪、三坐标测头等)转化成数据文件,然后重新建立此零件的CAD模型的技术。理论计算是根据流体力学原理计算出的叶型数据。
数据文件提供的是一系列数据点坐标,数据点坐标格式为:“X空格Y空格Z空格”,与UG对数据源文件的要求一致。这样才可以根据曲面的连续、光滑性要求,在UG的自由曲面模块中,由叶片的离散数据点拟合生成光滑、准确的闭合曲线,从而再通过这些曲线生成叶片曲面。
3.2叶片数据的平滑处理
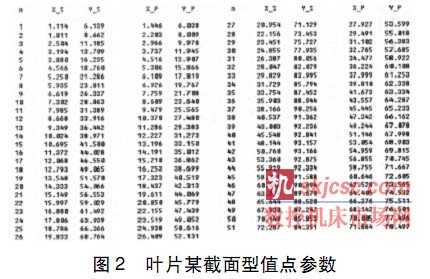
本文以某汽轮机叶片制造企业提供的一只汽轮机静叶片造型为例。如图2所示,该叶片某截面包含有各截面型线的叶盆、叶背型值点参数,其中,(X_S,Y_S)为该截面背弧曲线上的型值点坐标值,(X_P,Y_P)为盆弧曲线上的型值点坐标。无论是盆弧还是背弧均给出了51个型值点。
本文数据通过逆向工程获得,测量时由于人为因素或其他因素(测量仪器本身的误差),导致测量值与实际值存在一定的误差。对测量值进行平滑处理,目的就是使得测量值与实际值之间的误差减小。在多轴加工中,曲面的光顺性及曲面间的光滑连接特性对生成多轴数控加工程序的质量影响很大,这就对叶片型面的几何建模提出了更高的要求。叶片型面的高质量几何建模,首先是指型面在各截面型线方向上要保持光顺。其次,在叶片径向上曲面也要求同样保持光顺。将图2中测量值导入Matlab软件,通过CFTOOL工具和Smooth函数对测量值进行平滑处理。处理后数据如图3所示。通过对叶片截面型线型值点进行平滑处理,使得叶片截面型线比处理前更平滑更接近叶片实际截面型线。将处理后的数据输出并保存为.dat文件。为下一步UG建立汽轮机叶片三维模型做准备。
3.3汽轮机叶片三维实体造型
汽轮机叶片一般由叶根、叶身和叶冠三部分构成。叶根和叶冠的形状相对规则,可以直接通过草绘截面,拉伸为实体。再在实体造型的基础上进行打孔、开槽、倒圆、倒角等操作即可得到实体模型。而叶身部分是汽流通道,形状比较复杂。叶身的横截面称为型面,组成型面的周线称为型线。叶片的叶身就是由这些型线拟合而成的光滑复杂曲面。
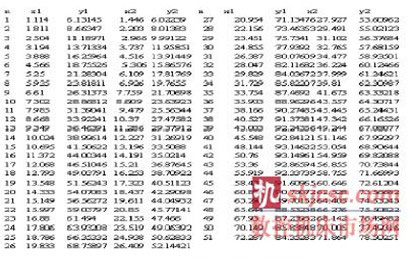
图3 平滑处理后的数据
(1)数据导入
将Matlab软件平滑处理后的数据.dat文件导入 UG中。导入方法:点击UG中的样条曲线按钮,出现根据极点、通过点、拟合、垂直于平面4个提示选项。选择“通过点”,然后点击选项“文件中的点”,选取数据.dat文件即可建立样条曲线。
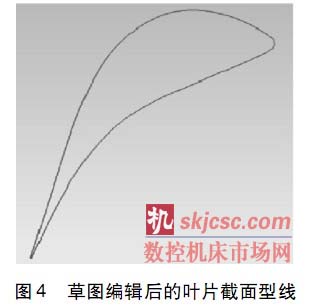
(2)草图编辑
对建立的样条曲线进行草图编辑。图4为草图编辑后叶片截面型线。
(3)曲线分析
用UG中的曲线分析工具,分析叶片截面型线的曲率分布情况,有无断点、尖点、交叉、重叠。下面以一条型线为例,分析曲线的质量。曲率梳可以反映曲线的曲率变化规律并由此发现曲线的形状存在的问题。通过编辑曲线中的光顺曲线命令,修改光顺因子,来达到需要的光顺曲线。光顺后的曲线更有利于后续的数控加工编程。图5为叶片截面型线背弧段的光顺处理。
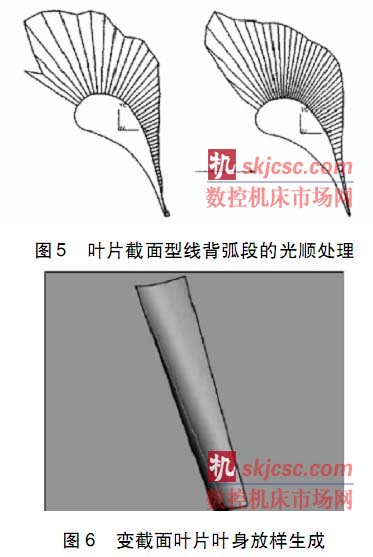
(4)叶身生成
叶片叶身采用多截面导动的方法来生成,如图6所示。
4汽轮机叶片数控加工自动编程
(1)叶片的加工工艺分析
叶片的毛坯一般是铸造或精锻而成,留出一定的加工余量。当叶片尺寸比较小的时候也可以直接用方坯料开始加工。叶型曲面的加工常用沿着叶片
轴线加工和沿截面型线加工两种加工方案。由于沿叶片轴线加工出来的汽道表面质量较差,本文采用沿截面型线加工的方法。
由于叶型是光滑连续的曲面,所以用一刀成形的方法,生成沿型线连续的刀具轨迹,并一次加工完成。
用五轴联动数控机床加工叶型曲面的主要工艺过程为 :①粗加工:这个过程的主要目的是去除多余的毛坯料,加工出叶型曲面的大体轮廓。②半精加工:这个过程要加工出叶型曲面的基本形状,并留出少量的加工余量,为精加工做准备。③精加工: 这个过程要加工出叶型的整个型面,过程和半精加工类似,但需要取较小的行距和表面允差,以提高表面的加工质量。
(2)UG/CAM基本设置
首先确认工作坐标系原点然后进入加工模块进行相关设置:设置安全高度;设置几何体包括指定部件和指定毛坯;设置加工公差;创建刀具。
刀具选择。加工叶片的整个过程要用到3种刀:端铣刀(粗加工用)、球头铣刀(半精加工和精加工用)和球头锥铣刀(清根用)。
加工方式的选择。在UG/CAM中为每个工序选择合适的加工方式,其中半精加工和精加工的加工方式相同。
刀具轨迹的生成。在UG/CAM中,选择合适的加工方式、加工对象和走刀方式等后,再设置好切削行距、步长、表面允差、进给率等加工参数,即可以执行[Genemte]命令生成刀具加工轨迹。
加工过程仿真。UG/CAM中集成了加工仿真的功能,可以对生成的刀具轨迹进行加工仿真,动态的模拟刀具切除材料的加工过程,并且可以储存加工仿真后的毛坯留待下一道工序使用。在UG环境下,通过加工仿真对刀具轨迹进行仿真和验证。
刀位文件生成及后置处理。在UG/CAM中生成了刀具轨迹并进行了加工仿真和干涉校验后,可以将加工数据和信息输出成为刀位源文件(CLSF)。刀位源文件(CLSFF)主要包括刀具信息、加工坐标系信息、刀具位置和姿态信息以及各种加工辅助命令信息等。单击“操作”中的“后置处理”可以生成叶片加工的NC代码。
5结语
在UG环境下,结合Matlab软件强大的数据处理功能,对叶片的精确造型进行分析。在UG中进行叶片的三维造型,进行加工、刀具轨迹编程和加工仿真,使汽轮机叶片的设计和加工编程基于同一个CAD/CAM环境下。这就实现了产品设计和制造过程信息模型的无缝连接,大大减小了编程出错概率,提高了编程效率和可靠性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








