
1工艺性分析
1.1外形
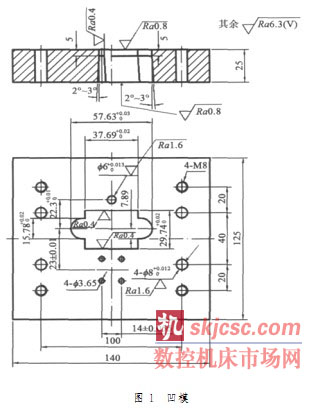
该零件是级进冲裁模的凹模,采用整体式结构。零件的外形尺寸为25mm×175mm×140mm,呈长方体,属小型模具零件,通过普通的刨削、铣削加工即可完成。如图1所示。
1.2材料
因凹模为工作零件,在连续使用和很大冲击的条件下,要求具有较高的强度、硬度、耐磨性、耐冲击性和较好的切削加工性,且在工作过程中不变形、不磨损,并保证有一定的寿命。故可选用Cr12MoV高碳高铬模具钢,这种材料经热处理硬度可达58~62HRC。
1.3型孔
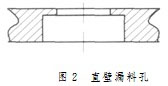
凹模刃口中形状最复杂的是中间为方形、左右为半圆的型孔,精度分别为0.02mm、0.03mm,属于IT6或IT7,精度要求较高;步距为(32±0.01)mm,精度要求也比较高。另外,材料又需要热处理,所以该型孔要用电加工或成型磨削加工。凹模漏料孔有斜度(2°~3°),虽然使用性能好,但加工困难,故需重新设计漏料孔的形状,可改为直壁漏料孔,使用性能不变,但加工方便。如图2所示。
1.4 技术要求
凹模型孔部分的表面粗糙度值为Ra0.8μm,磨削加工可以完成,其余Ra6.3μm通过普通机加工即可完成。
凹模的热处理方法为淬火、低温回火,热处理后可使材料获得良好的冲压加工性能。
1.5其他要求
螺栓孔、销钉孔、定位销孔可用钻削加工完成。综合以上分析,可以认为该落料凹模的加工工艺性良好。
2工艺方案选择
2.1毛坯选择
该凹模为自制件,形状呈长方形,故毛坯可有2种选择:其一是选用型材,通过气割方法直接获得,这种毛坯未经锻造和热处理,晶粒比较粗;其二是选用锻件,通过锻造使材料内部组织细密,碳化物和流线分布合理,从而提高模具的质量和使用寿命。锻造后进行退火处理,消除内应力,并改善其加工性能。通过分析,毛坯选用锻件比较合理,毛坯尺寸为30mm×180mm×144mm。
2.2外形加工
凹模的外形可用刨削和铣削加工完成。铣削加工后精度可达IT8~IT10,表面粗糙度为Ra0.4~1.6μm,加工范围广,适用于批量生产,但成本比较高;刨削加工精度和效率比铣削低,通用性能好,而且成本低。该凹模又为单件加工,表面质量要求不高。所以从经济角度看,选用刨削加工比较适宜。
2.3型孔加工
型孔可通过电加工或成型磨削2种方法完成。成型磨削一般放在热处理之后,属于精加工,但成型磨削加工内孔时难度大,不易完成,此时要把内形加工变为外形加工。凹模被分成2块,电加工时可用线切割和电火花加工,该凹模的步距精度高,若采用电火花加工,则达不到要求;而采用线切割加工时,步距精度可一步完成,且线切割成本低,加工精度和效率都比较高。
2.4其他部位的加工
螺栓孔:划线→钻→扩(攻)。
销钉孔:划线→钻→扩(铰)→热处理→研磨。其中,研磨的目的是去除热处理后产生的氧化皮等表面杂质。
2.5热处理
淬火+低温回火工艺,放在粗、精加工之间完成。
根据上述分析可以拟定如下2种方案。
方案1:备料→刨六面→磨→钳→热处理→磨→线切割→钳。
方案2:备料→铣→磨→钳→热处理→成型磨削→钳。
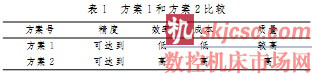
根据分析可知,从经济角度出发选择方案1比较合适。
3凹模零件的加工工艺流程
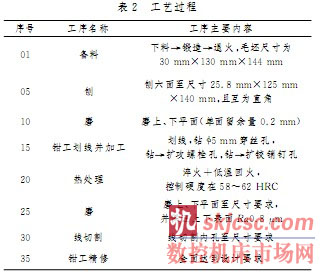
表2为凹模零件的加工工艺过程。
4结语
模具制造时需根据制造工艺条件,直接对模具零件材料进行加工,从而改变其形状、尺寸、相对位置等,使其成为符合要求的零件。模具制造工艺规程编制时必须进行工艺性分析,找出加工的难点,提出合理的加工方案,并制定出合适的工艺流程。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








