
1 引言
大型齿轮通常指直径大、模数大的齿轮[1],它广泛应用于交通、冶金、采矿、机车等设备以及航天、火箭、导弹发射等部门,其重要性不言而喻。目前世界上大型齿轮制造技术在不断提高,品种和规格在逐渐扩大。而齿轮的精度不仅取决于齿轮的设计加工,也取决于齿轮误差的测量分析。目前,对于小于2.5m 的齿轮的测量技术已经非常成熟,以齿轮测量机为主导的各种测量仪器几乎完成了该直径范围内齿轮所有误差项目的精密测量,而国内对直径超过2.5m 的大型齿轮的精度测量技术还不够成熟。因此,大型齿轮的关键环节。另外,为了保证大型齿轮的精度,通常采用磨削加工作为齿轮的精加工,和其他齿轮精加工方法相比较而言,磨齿对齿轮预加工时产生的误差纠正能力较强[2],而且能够加工淬硬的齿轮,其加工精度也较其他方法高得多。基于这种情况提出了检测与磨削加工同步进行的方法。
2 在线检测系统总体方案
齿轮测量技术的发展已近百年[3],在线检测技术的应用成为近年来机械加工过程中一大趋势,因其可以在不影响其他操作的情况下,完成所需参数的测量和控制,实时对工作过程的某些参数进行监测,并且将测量结果进行分析处理后与理论参数进行比较,由此作为工艺决策的依据,该技术可以极有效地保证被加工零件的质量,确保机床设备处于正常运行状态。
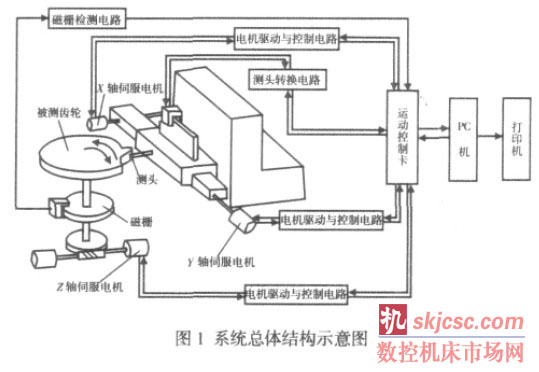
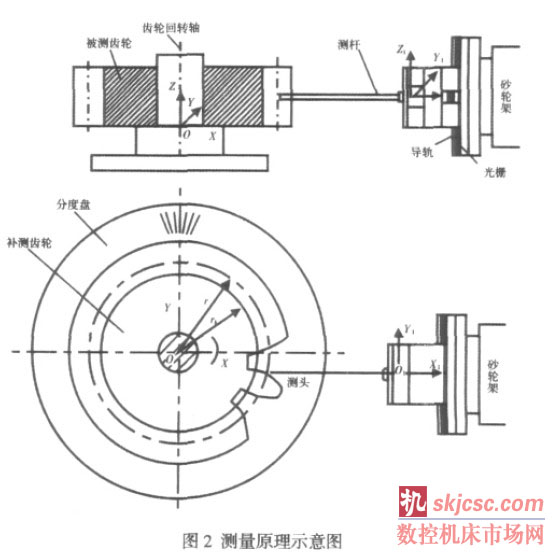
在线检测系统的组成包括机械结构、硬件平台的搭建以及软件系统的开发。采用旁置式测量方式[4],在数控磨齿机上设计一个测量装置,采用直线导轨和滚珠丝杠传动,通过硬件电路控制该装置按照测量要求的轨迹进行运动,同时齿轮能够绕其中心轴进行驱动,可以控制各传动轴联动完成测量过程。测量装置和被测量齿轮的位移信息可以由位置检测元件进行记录和反馈,反馈信息传送至上位机,并由上位机进行处理分析,对齿轮误差进行求解和评价,测量结果可以由打印机输出测量报告。系统的总体结构示意图,如图1 所示。测量原理示意图,如图2 所示。
3 校正测量过程
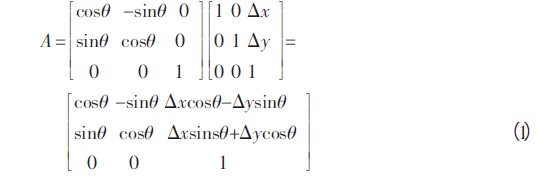
成形法磨齿的精度,主要取决于成形砂轮的修整精度和机床的分齿精度[5]。由于存在分度误差及刀具的安装误差,要提高加工精度必须解决分度误差以及道具安装误差。这种方法特别适合于大型齿轮的测量。因此,为保证测量精度以及加工精度,在此之前,必须进行齿轮对中,即保证砂轮进给必须在齿槽的中心线上。对被测齿轮的参数计算都是基于齿轮坐标系,而测量得到的数据都是基于测头坐标系,因此,必须要经过坐标变换才能进行计算。忽略z 轴移动得到两坐标系经过平移变换以及旋转变得到变化矩阵为:
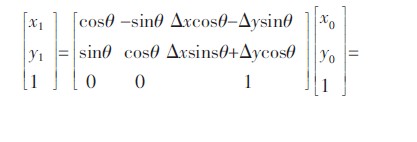
理论坐标值(x,y)与测量坐标值之间(x1,y1)的关系为:
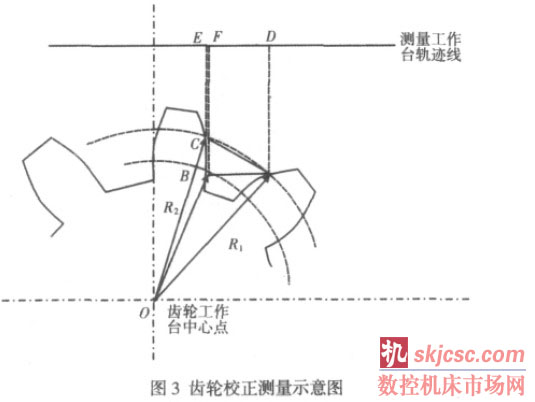
进行校正测量时在齿宽中部附近垂直于齿轮回转轴线的平面上进行,测头的运动轨迹平行于齿轮的回转轴,位置在被测齿轮的分度圆附近[6]。在测量过程中上得到两点A(x1,y1,z1),B(x2, y2,z2),其中,A 点所在圆半径R1,B 点所在圆半径R2,且有Z1=Z2,坐标A、B 分别位于半径为R1、R2 的圆上:

代入A、B 点坐标值,可得到R1 和R2 的确定值,经比较:
若是R1>R2,可将分度盘逆时针微动α1;若是R1<R2,可将分度盘顺时针微动α2。
微动角度ε 的计算如下。
如图3 所示,测头随沿工作台平移,理论移动轨迹为AC 部分,实际上因为工作台分度以及齿轮在安装过程中存在误差,测头开始位置一般不会准确位于齿槽间隙中间线,所以开始测量时,需要在实际测量之前需要对齿轮进行对中调试,调试过程如下:假设齿轮初始位置,如图3 所示。在这个位置时,测头运动轨迹为AB,现在根据测头测量数据对齿轮进行调整,根据A、B 两点的坐标可得到∠OAB 和∠OBA,计算如下:

式中: S-AB长度;R1、R2-点A、B 所在圆的半径;α、β-角∠OAB和∠OBA 的值。
若齿轮位于正确位置,那么α 和β 应该相等,实际上,由于安装调试存在误差,有以下两种情况:
当α 小于β 时,齿轮逆时针旋转角度为α,其大小为:
ε1 =(β-α)/2
同理当α 大于β 时,齿轮顺时针旋转α,其大小为:
ε2 =(α-β)/2
所以,当两角度值不相等时,齿轮应旋转值大小为:
ε=(β-α) /2
比较α 和β 值大小可确定齿轮旋转方向。在实际测量过程中,要在分度圆上下至少取两个坐标点;并调整参数z,在不同z值下得出多个坐标点,综合计算以更加精准确定旋转角度。
4 校正软件程序设计
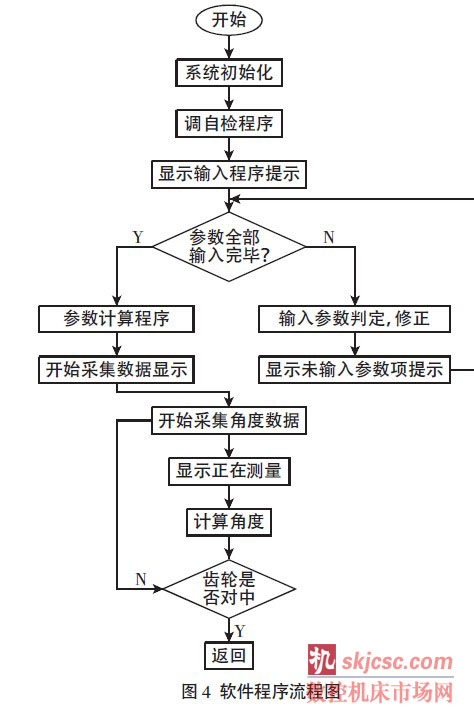
在完成基本的测量功能和硬件的基础上,软件程序设计采用模块化结构[7],主要功能包括被测齿轮的基本参数设置,计算分析参数,采集角度数据并计算,评定齿轮位置是否对中等模块。系统初始化完成后,提示输入所需齿轮参数,程序根据参数计算测头运动位移坐标,采集坐标点进行角度计算,最终完成校正砂轮位置,返回开始进行测量。程序流程,如图4 所示。
5 结论
主要介绍了大型齿轮在线检测系统,并针对大型齿轮加工中测量不便,误差较多的问题,具体阐述了测量原理和以及校正计算方法。在线检测是齿轮制造业一个重要的发展趋势,系统设计结构简单,操作方便,实现了将加工过程和测量过程的交叉进行,齿轮加工的一道工序完成后,齿轮不必拆卸即可对其进行在线测量,将加工和测量两个过程结合一起,构建齿轮制造的闭环控制系统,减少了大型齿轮加工时安装定位误差,从而提高了齿轮加工效率和精度,对于大型齿轮尤其是大型精密齿轮的加工来说是一种高效的测量手段。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








