
1 引言
对于车床上一些薄壁结构的零件,因工件壁薄,在夹紧力的作用下易变形,从而影响工件的尺寸精度和形状精度。在编程时虽然有粗、精加工,但粗、精加工通常是分开进行的,先进行全部的粗加工,粗加工完成之后再进行精加工。由于粗加工切削余量大,切削力大,变形也较大,在进行精加工时不一定能完全消除粗加工时因切削力过大而产生的变形。造成前后端厚薄不同,尺寸超差,很难达到工艺要求。若在编程时合理安排粗、精加工路线和合理分
配加工余量可解决部分刚性差的零件加工变形问题。
2 薄壁零件的加工方法
2.1 选择合理的刀具几何参数并粗精加工分开进行在精加工薄壁零件时,刀具要有足够的刚度、锋利的刃口,车刀的修光刃不宜过长。通常取90°~93°的主偏角,可适当增大刀具的前角、后角、副偏角及刃倾角。
粗车时,由于切削余量大,在切削力、夹紧力的影响下,变形也会变大。精车时夹紧力可小一些,吃刀量少一些,以减小零件的变形。
2.2 增加装夹的接触面或定制专用工装
装夹薄壁零件时,当径向夹紧时,可使用开缝套筒或特制软爪,以增加接触面积,让作用力均匀分布在工件上以减小变形;在轴向夹紧时可定制专用的夹具,使夹紧力沿着零件的轴向,不易在径向方向上引起变形。
2.3 选择合理的加工路线同步进行粗、精加工
(1)粗加工:粗加工为提高效率使用较大的切削参数,加工余量可根据零件图纸要求单边留3~5mm,如果长度较长,应先对零件进行分段粗加工,在某一段粗加工一次后,再进行其他部分半精加工或精加工,根据零件需要可安排再进行第二次的粗加工。以保证零件在进行半精加工或精加工时有足够的刚性。
(2)半精加工:同粗加工一样分段加工,不同的部分,分别留有不同的加工余量,对长度较长的可分为3 段或4段,例如:前1/3 留余量0.5mm;中间1/3 留余量1mm;后面1/3 留余量2mm;如有端面可留0.5mm。
(3)精加工:①精加工前面1/3 留余量0mm,半精加工中间1/3 留余量0.5mm;后面1/3 留余量1mm;端面留余量0.5mm;②精加工中间1/3 留余量0mm;精加工端面留余量0mm;③半精加工后面1/3 留余量0.5mm。④精加工1/3 留余量0mm。在加工过程中零件形成一个像金字塔式的阶梯结构,具有一个较粗的根部,可保证后续加工的进行,为较长工件的加工提供支撑。
3 实例应用
3.1 分析零件图纸
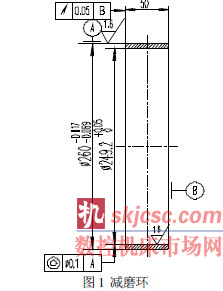
该零件为某玩具汽车中的电机座,根据零件图纸可知该零件长67mm,壁厚1.5mm,毛坯为准40 圆柱,材料为透明硬质塑料,如图1 所示。
3.2 工艺路径设计
经分析该电机座长67mm,后端直径准38mm,前端直径准30mm,内孔准27mm,壁厚1.5mm,由于是塑料件,因此更易变形和破裂。要完成该零件的加工,必须选择合理的加工工艺和参数,加工分析简图如图2 所示。
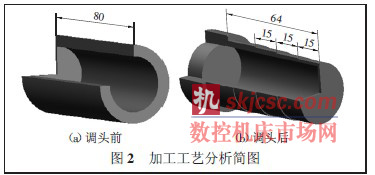
(1)调头前:考虑到孔的加工难于外圆的加工,且先加工孔时零件有较厚尺寸的外壁,变形较小,所以先加工内孔到准27mm,孔深78.5mm,然后加工外圆到准38mm,保证零件总长不少于80mm 并切断。
(2)调头后:为防止塑料零件的变形,在装夹时使用芯轴,使用较长的的芯轴可以减小零件在加工中的变形,这里只为提高装夹时的受力,芯轴长度较短。调头后的加工可采用粗精加工同步的工艺方案安排刀具轨迹。①粗加工:外圆直径已车到准38mm,单边加工余量为4mm,所以此处不再安排粗加工;②半精加工:由于零件较长半精加工分4 段进行,前3 段均为15mm,最后一段为19mm。按半精加工中所给的参数生成半精加工刀具轨迹;精加工:按半精加工工艺分层,使用精加工中所给的参数生成刀具轨迹进行逐段加工,直至最后一段完成精加工后,保证零件总长并切断。加工该零件在VERICUT 软件中仿真效果见图3。
4 结语
生成符合工艺要求的刀具轨迹,编写数控代码,特别是对薄壁等刚性较差的零件,可以合理安排各加工阶段的余量,保证了零件的加工精度和加工质量,降低了生产成本,提高了工作效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








