
随着数控技术的发展,现代数控机床应用越来越广泛。目前,在数控车床上加工规则曲线都相对比较统一。但是,对于椭圆、双曲线等非规则曲线的编程方法各不相同,有些机床数控系统直接采用G指令加工非圆曲线,有些机床数控系统采用宏程序编程达到加工要求。由于螺纹加工工艺的特殊性,用数控加工基本G指令直接编程较为繁琐。因此,一般数控机床为使用户编程方便,都应用宏程序编程加工,通过函数公式来描述工件的轮廓或曲面,是改进现代数控系统一个重要的功能和方法。灵活使用宏程序编程,同时也极大地提高了编程人员的工作效率,实现了普通编程难以实现的功能[1]。
在数控车床上,使用成型刀具在圆柱面和圆锥面上车削内外螺纹,是常见的加工工艺。但是在椭圆面上加工螺纹,加工难度大,很容易产生过切或报警,即使程序正确无误,实际加工时参数调整也非常困难,直接影响加工工艺能否顺利进行,以及加工精度能否得到保证[2]。
本文通过宏程序编程,在数控机床上实现了椭球面上螺纹的加工工艺,并总结了数控车床上加工椭球面上螺纹的方法和技巧。
1 椭球面上螺纹的数控加工工艺分析
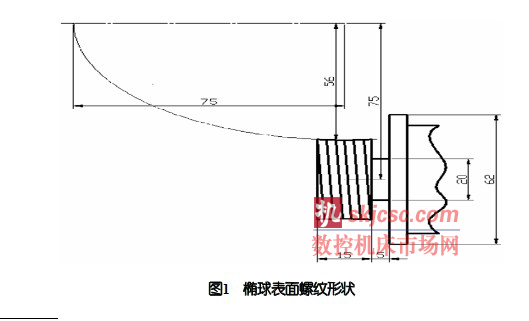
本文采用配置为FANUC 0i MateTC数控系统的数控车床车削椭球表面的螺纹。椭球表面上的螺纹形状如图1所示。
1.1 工艺分析与设计
1.1.1 图样分析
如图1所示,零件由椭圆曲线和圆柱构成。先加工椭圆,然后在椭球上加工椭圆螺纹,也就是大螺距螺纹。椭圆曲线方程为

式中:a为椭圆曲线长半轴;b为椭圆曲线短半轴;x为自变量;y为变量。
解方程(1)得

式中:b=56,a=75,代入式(2)得

通过式(3)计算出零件图上椭圆及各基点的坐标值。
1.1.2 加工工艺路线设计
先粗加工椭圆,然后精加工椭圆。椭圆的粗、精加工,可以通过改变数控系统偏置值的大小,使用同一个加工程序段来完成。加工程序段调用子程序或在G73复合循环指令中使用宏程序进行加工,去除余量。留单边0.5 mm的精加工余量[3]。
1.2 刀具选择
粗加工采用尖头车刀,防止产生过切,刀片选用涂层硬质合金材料。精加工采用尖头车刀,刀片选用陶瓷材料,刀尖圆弧半径为0.2 mm,以减小对椭圆轮廓形状的影响。选择刀片时,为保证加工时刀具后刀面与椭圆的螺旋槽表面不发生干涉现象,取主后角为6°~8°。螺纹加工的刀具选择依据螺纹形状和螺距大小选择60 ° 的螺纹刀[4]。
1.3 程序编制
下面编写(FANUC 0i系统)椭圆部分的精加工和螺纹加工程序。
O0001 程序名
G99 G40 G21 F0.1;
T0101; 程序开始部分
M03 S800;
G00 X50.0 Z2.0; 宏程序起点
#1=75.0; 长半轴值
#2=56.0; 短半轴值
#3=15.0; 步长值
N1 IF [#13GE -15] GOTO 2; 条件判断
#4=56*SQRT[#1*#1-#3*#3]/75; 由椭圆公式推导出,SQRT为开平方
G01 X[150-2*#4] Z[#3-15] F0.1; 加工椭圆
#3=#3-0.1;
GOTO 1;
N2 G01 X60;
G00 X100.0 Z100.0;
M30; 程序结束
螺纹加工的程序在椭圆加工的基础上稍加修改即可,修改部分如下:
#3=16.0; 步长值
N1 IF [#13GE -16] GOTO 2; 条件判断
#4=56*SQRT[#1*#1-#3*#3]/75;
G92 X[150-2*#4] Z[#3-16] F4; 加工螺纹
#3=#3-4; 依据螺纹的螺距确定步距
1.4 加工过程
一次对刀后,不需要重复对刀,在机床参数表磨耗中不断修改刀具偏置值来进刀,完成椭圆的粗、精加工;换螺纹刀,在椭圆上加工螺纹,螺纹加工深度也是通过控制刀具的偏执值来完成。第一次完成对刀后,按加工程序加工后退回到起刀点,在偏执值中输入-0.8,仍运行第一次的螺纹加工程序,继续修改偏置值运行螺纹加工程序,直到达到螺纹深度要求,完成加工。
2 螺纹的在线测量和误差修正
螺纹通常采用齿厚游标卡尺在不破坏工件坐标的前提下在线检测中径,以便于进一步通过改变刀具补偿参数和程序等对误差进行修正。测量时,必须调整好齿厚游标卡尺的齿高尺寸,使它的读数等于螺纹中径到齿顶尺寸,随后使齿厚卡尺与螺纹轴线大致相交成一个螺旋角,这时测得的尺寸即为螺纹中径齿厚。测量结果如有误差,可以通过改变刀具磨损补偿,重新运行精加工程序[5]。
3 结 语
采用FANUC宏程序参数化编程,通过变量设置实现了椭球面上螺纹的数控车削加工,不仅避免了复杂的数学计算,减少了误差,而且使程序大大简化,同时也提高了加工效率并保证了零件加工的质量,这些特点都使其具有广泛的推广使用价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








