
采用数控铣削螺纹,其加工精度、表面粗糙度与效率是传统螺纹加工方法无法比拟的,经济性在某种情况下也更优于传统工艺,我们知道在大批量的螺纹加工中,由于丝锥比较低的切削速度限制以及在加工好螺纹后的反转退刀( 在密封要求高的情况下是不允许的),要想提高加工效率十分困难,对于变导程螺纹,丝锥是无法加工的。对于一些异形件上的螺纹孔,采用螺纹车削方式也不合适。而采用数控螺纹铣削,加工时不受螺纹结构和螺纹旋向的限制,一把螺纹铣刀可加工多种不同旋向的内、外螺纹。对于不允许有过渡扣或退刀槽结构的螺纹,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却容易实现。
1. 问题提出
图1 为我院为某地方企业加工的一钣件的螺纹孔,螺纹公称直径M42变导程,S=S+1。该螺纹孔径较大,且为变导程螺纹,无法采用丝锥加工,而该料为钣件,也不适合于螺纹车削。随着机械结构功能要求的不断提高,对螺纹孔也提出了很高的要求,长期以来变导程螺纹都是在铣床上采用手工加工的方法完成,采用这种方法加工的螺纹精度低,劳动强度大,且经常出现废品。为了解决该问题,我们对该螺纹孔的加工方法进行了探讨。

2. 螺纹孔的加工思路
采用加工中心的螺旋插补功能,选择合适的刀具,我们可以加工螺距相同直径不同的左旋螺纹或右旋螺纹,通过修改刀具半径补偿值,将螺纹加工到任意公差带,由于螺纹铣刀没有导向部分,因此无需退刀槽或过渡扣即可靠近螺纹底部加工出精确深度的螺纹,而刀具折断或破损不会影响零件质量——刀具破损的部分可以很容易地从工件中取出。
图2 为螺纹加工的xy平面走刀轨迹,通过加工中心的主轴高速旋转,配合螺旋插补功能,沿螺纹螺旋线进行加工,可以很方便地加工出等导程螺纹( 见图3)。使用的指令如下:
M03 S1200
⋯
G02(G03)X21YOI-21JOZ-2F200
Z-4I-21
z-6I-21
⋯
螺纹旋向
可以通过G02(G03)指令来确定, 采用G02指令为右旋螺纹,(G03)指令为左旋螺纹。以、X和Y值设定来确定螺纹基本直径,螺纹导程可以通过/值设定来确定。在螺纹铣削时,我们要根据不同的要求合理选择螺纹铣刀,根据不同情况正确设定螺纹加工起始坐标值。由于螺纹铣削是通过刀具高速旋转、主轴插补的方式加工完成的,其切削方式是铣削,切削速度高,保证螺纹精度及表面粗糙度提高。铣螺纹属于断屑切削,切屑短小,另外加工刀具直径比加工螺纹孔小,所以排屑通畅,不易形成粘屑的现象。对于比较软的材料在加工过程中容易产生粘屑现象,但螺纹铣削高速旋转,并且断屑切削,刀具折损容易处理。首先螺纹铣刀作用力小,很少发生折损现象,如果铣刀折损,因为加工孔径比刀具大,折断部分很容易取出。

变导程螺纹的铣削比等导程螺纹的铣削只是在Z值变化上稍做修改,等导程螺纹的加工△Z 是不变的,而变导程螺纹的加工△Z=△Z ±d( d为变导程的增量)。使用数学上的等差数列,每次增量值为通项公式:

由于变导程螺纹的螺纹升角随着导程的增大( 减小)而变大(小),所以选择螺纹铣刀时切削刃的刃磨后角等于工作后角加上(减去)最大螺纹升角!,即%." (,/ 0 (/) # !。对于内槽表面是一个螺旋面的变导程螺纹,可以通过成形刀具或加工中使3 轴向尺寸按要求变化保证内槽螺旋面。变导程螺纹如果要进行多次重复切削,3、4、, 轴电动机根据螺旋插补规律,实现有规律的切削运动,以形成螺旋面,当切到最末端时,3、4 轴退刀,, 轴电动机控制, 向退刀,3、4 值到达起始切削位置,进行第二次切削,如此循环,直至达到合格的变导程螺纹截面深度。
3 应用举例
(1)工艺分析! 使用上述加工思路和方法,可以很方便地解决特殊零件变导程螺纹( 见图1) 的加工问题。以FANUCOiMC 数控系统为例,选用合适的硬质合金螺纹铣刀,切削参数如下:被加工零件材料为合金中碳钢,切削速度为105~115m/min,背吃刀量为2mm,进给量为0.18~0.25mm/r,采用水溶性切削液冷却。在编程中采用绝对编程, z值的坐标数值为:
![]()
Sn———螺纹的, 值绝对坐标数值#2;
n——第n节螺纹数,采用计数器#4来计算;
Z1——螺纹起始, 值坐标#1
d——螺纹变导程增量#3。
(2)程序处理以螺纹孔中心上表面为G54坐标原点,建立工件坐标系和建立刀具补偿,在程序中使用宏程序和循环指令,参考程序如下:
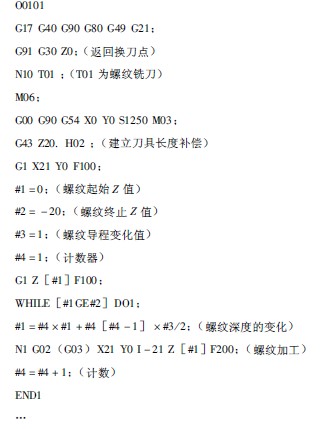
通过该程序可以很好地保证螺纹精度及表面粗糙度,如尺寸不在公差范围内,只需改变程序中X的数值,就能方便地达到修改目的,达到螺纹的公差要求。
4结语
采用数控铣削加工螺纹,不仅使用面广,稳定性好,并提高表面质量,提高加工效率,采用铣削方式加工螺纹,同一把刀具,可不受通孔和盲孔的限制。通过改变数控加工程序中相关指令,完成正螺纹和反螺纹的加工,并控制螺纹公称尺寸与精度,保证螺纹表面粗糙度。但由于螺纹铣刀单个造价昂贵,并且需要, 轴联动机床,螺纹铣削的程序编制也比较麻烦,限制了它大范围应用的重要因素。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








