
0 引言
金刚石砂轮有优良的机械性能, 在陶瓷、石材和玻璃等硬脆性材料加工中得到了广泛应用。钎焊金刚石砂轮具有磨粒出露高、砂轮表面容屑空间大、不容易发生切屑堵塞、磨料利用率高等优点[ 1] ,在花岗石加工中受到重视。要快速降低磨削加工表面的粗糙度并使砂轮的综合磨损和加工效率得到平衡, 关键问题是确定最佳的单颗磨粒的最大切削厚度, 这不仅关系到单颗磨粒的受力情况, 还关系到材料的去除方式[ 2] 。不同的材料去除方式会影响磨削加工的能量消耗和工件表面质量。单颗磨粒最大切削厚度可以用下式计算[ 3]
![]()
式中, r 为切削路径任一点处切屑宽度与厚度的比, r =2tanH; H为切屑底部夹角的一半; vw 为工件的进给速度; vs为砂轮的圆周线速度; ap 为磨削深度; de 为砂轮的当量直径, 平面磨削时当量直径等于砂轮直径, 即de = ds ; Ca 为砂轮表面单位面积的有效磨粒数。
通常人们用显微镜观察砂轮表面露出的磨粒数目来确定Ca [ 4] , 他们在计算时假设砂轮表面被显微镜观察到的金刚石磨粒的出露高度都一致, 全部参与了磨削。实际上要保证砂轮上所有颗粒的出露高度一致且全部参与磨削是不可能的, 因此这种方法得到的是砂轮的理论总磨粒数, 比实际参与磨削的有效磨粒数要大得多。金刚石砂轮表面实际有效磨粒数占理论总磨粒数的比例是多大, 至今没有明确的试验依据支撑[ 5] 。本文通过分析磨削弧区温度信号特性与磨粒的关系, 确定弧区温度信号中毛刺状脉动是有效磨粒的热冲击信号, 用统计的方法推算了金刚石砂轮实际参与磨削的有效磨粒数占理论总磨粒数的比例。
1 试验方案
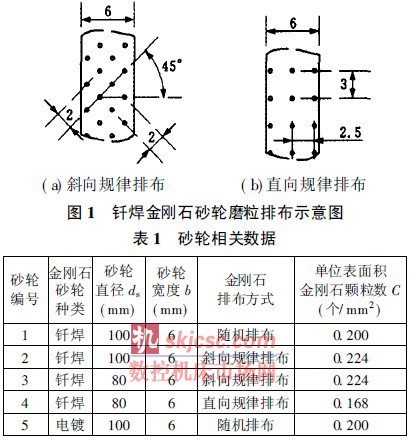
我们制备了4 个单层钎焊金刚石砂轮及1 个电镀金刚石砂轮作为磨削工具, 所用高强度金刚石颗粒品级一致, 粒度均为30/ 35。钎焊金刚石砂轮的磨粒排布方式如图1 所示, 电镀金刚石砂轮的磨粒为随机排布, 砂轮的具体参数见表1。磨削试验在MQ6025A 万能工具磨床上以干磨削的方式完成。试验所用工件材料为黑色天然花岗石, 磨床工作台横向进给速度为011m/ s, 主轴转速采用6400r/ min 和3200r/ min 两档, 依次用01 01mm、01 02mm 和0103mm 3 种磨削深度进行试验。磨削过程中, 用薄片式夹丝热电偶法[ 6, 7] 测量磨削弧区的温度, 热电偶的输出连接到DEWE2010 动态信号采集系统, 检测系统量程选- 01 1~ 01 1V, 采样频率为20kHz, 同时用带模拟电压输出的GX3 型三相功率计测量磨床主轴电机功率的变化, 功率计的输出由DEWE2010 同步采集。
2 试验结果及分析
2. 1 磨削温度信号及分析
试验所得温度信号混有噪声, 采用小波分析理论的给定阈值消噪处理方法对信号进行处理, 可以较好地保留信号的有用成分且去噪效果明显[ 7] 。图2 是砂轮2 在主轴转速vs = 3200r/ min、磨削深度ap= 0102mm、工作台速度vw = 100 mm/ s时磨削弧区温度信号在MATLAB 软件中采用db3 小波
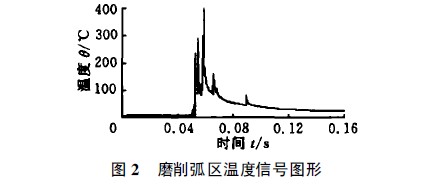
给定软阈值消噪后的结果。可以看出, 01 05~0110s 以外区域基本上没有任何噪声, 但01 05~0107s 区间仍有许多高频的毛刺状脉动成分, 毛刺集中在温升的过程。研究人员普遍认为这是磨粒周期性热冲击作用的结果[8] 。文献[ 7] 提出温度信号出现毛刺的阶段即是砂轮磨削热电偶丝的过程,因此那些毛刺就是砂轮磨粒磨削工件及热电偶时所造成的温度波动。每一个参与磨削的磨粒引起1 个热冲击, 则所有磨粒的热冲击结果叠加形成了磨削弧区的温度和温升。由于磨粒的热冲击作用是瞬间完成的, 要准确检测瞬间的温度波动, 则温度传感器的动态响应速度要足够快。
2. 2 热电偶动态响应特性分析
试验使用夹丝热电偶法测量接触弧区温度, 热电偶节是由夹在工件间的两金属薄片的顶部在磨削弧区被砂轮磨粒磨削后搭接而形成的。根据文献[ 9] , 薄片热电偶的时间常数可以推算为
![]()
式中, D为片状热电偶的厚度; A为热电偶的热扩散系数。因此, 要提高热电偶的动态响应速度, 就必须尽量减小热电偶的厚度。热电偶的幅频特性和相频特性分别为
试验使用的砂轮对应热电偶宽度的圆周位置上, 单位长度的磨粒个数为01 35 个/ mm, 当砂轮以转速6400r/ min 对工件进行磨削时, 假设经过热电偶的磨粒有80% 磨削到工件及热电偶并产生热冲击, 则热冲击的角频率Xmax U 46 000rad/ s。由式( 3)可得热电偶的厚度D[ 01 008mm, 本文试验使用的薄片热电偶厚度为01 008mm, 能在5%误差范围内检测到磨粒瞬间热冲击信号。
2. 3 温度信号中毛刺个数的统计
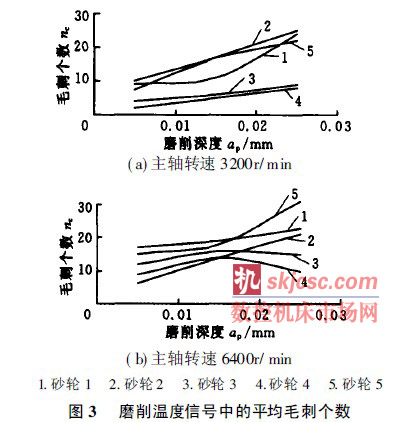
如果磨过工件及热电偶的每一个有效磨粒都形成1 个热脉冲, 表现为温度信号里的1 个毛刺,则1 个完整磨削温度信号中的毛刺总个数就是实际磨过热电偶的有效磨粒的总个数。基于这个前提, 可利用温度信号中的毛刺数量来确定砂轮有效磨粒数。那么, 各种磨削参数下所测温度信号的毛刺数量在理论上应该随磨削深度的增大而增多; 与砂轮转速、砂轮圆周表面上的磨粒密度成正比。为了证明这个推论, 必须做大量磨削试验, 并对所测温度信号中的毛刺数量进行统计分析。试验中, 磨床工作台横向移动速度保持不变, 分别改变砂轮转速及磨削深度, 用5 个不同的砂轮磨削石材, 在各试验参数条件下分别采集多个温度信号。统计各参数所测磨削弧区温度信号的毛刺个数, 计算平均值, 结果如图3 所示。可以看出, 磨床主轴转速为3200r/ min 时, 各砂轮磨削弧区温度信号中的毛刺个数随磨削深度的增大而增加; 当磨床主轴转速调到6400r/ min 时, 除了两个直径为80mm 的砂轮在切深为0102mm 时的毛刺数量偏多外, 其余砂轮磨削温度信号的毛刺个数也呈现随磨削深度增大而增多的趋势。这个结果与前面提到的1 个毛刺代表1 个有效磨粒的热冲击的推论是相符的。此外, 同1 个砂轮在采用相同磨削深度而主轴转速提高一倍时, 理论上参与磨削的磨粒个数应增加一倍, 毛刺个数也应增加; 试验结果显示信号中的毛刺个数随主轴转速的提高而增多。综合以上分析的毛刺数量与砂轮磨粒数的相关性, 可以认为热电偶测得的磨削温度中的毛刺状脉动信号就是砂轮有效磨粒产生的热脉冲。
2. 4 砂轮表面上的理论总磨粒个数计算
由于钎料对金刚石磨粒的把持力高, 钎焊金刚石砂轮在加工过程中几乎没有发生金刚石磨粒直接脱落的现象。随磨削过程的进行, 磨粒被平稳地磨损, 因此在整个试验中, 各个金刚石砂轮上的总磨粒个数不变, 单位面积上的理论总磨粒个数C 也不变。
金刚石砂轮上的磨粒按图1 规律排布, 砂轮转速为n, 磨床工作台以速度vw 带着工件经过磨削区, 则热电偶片被砂轮磨过的时间为式中, bu 为
薄片热电偶的宽度。根据式( 6) , 理论上nz 应该随ap 增大而增大,并与砂轮转速n 成正比。实际加工中, 磨削弧区接触状况复杂, 砂轮本身存在圆度误差, 每颗磨粒的出露高度不可能都一样, 同时受磨床主轴刚度限制, 磨削中存在一定振动, 所以热电偶片2mm 宽度对应的砂轮圆周上的磨粒不可能全部参与磨削, 文献[ 10] 指出在锯切试验中实际参与切削的磨粒数只是金刚石砂轮表面总磨粒数的一部分。实际参与切削的颗粒数nm 小于理论上参与磨削的总磨粒个数nz , 两者的比值即有效磨粒比为
![]()
2. 5 有效磨粒比计算
把图3 统计的各磨削加工参数下温度信号的平均毛刺个数nc 作为砂轮参与磨削的实际有效磨粒个数nm, 与用式( 6) 计算的t0 时间内经过热电偶的理论总磨粒个数比较, 计算各个砂轮的有效磨粒比G= nm / nz = nc / nz , 得到结果如图4 所示。可以看出, 砂轮转速为3200r/ min 时, 3 号砂轮在磨削深度为01 01mm 和0102mm 时的G比较小, 其余砂轮在不同磨削深度下的有效磨粒比均为20% ~30%; 砂轮转速为6400r/ min 时, 有效磨粒比在5%~ 20%范围内波动。

比较电镀砂轮与钎焊砂轮的试验数据, 发现采用不同工艺制造的两种砂轮磨削产生的温度信号形态和特征是相似的, 有效磨粒比也很接近。电镀砂轮磨削弧区的平均磨削温度和磨削温度峰值比钎焊砂轮略低, 但差别不大。
主轴转速提高使电镀金刚石砂轮和钎焊金刚石砂轮的有效磨粒比几乎降低了一半。主要是因为受主轴刚度和砂轮圆度误差的限制, 同时磨削过程中存在振动, 当主轴转速提高, 磨削振动加大, 磨削状态变得恶劣, 使能够参与磨削的有效磨粒数比慢速时有所减少, 造成有效磨粒比下降近50%。
2. 6 单颗金刚石磨粒最大切削厚度计算
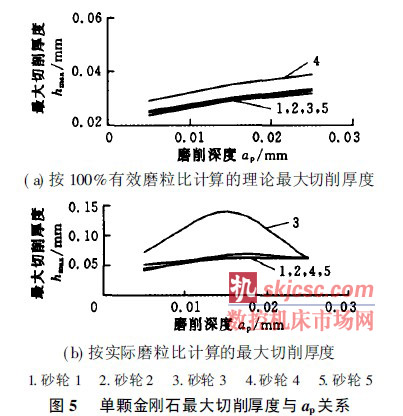
假设热电偶片2mm 宽度对应的砂轮圆周表面上的颗粒在经过热电偶片时都进行了有效磨削, 产生了热冲击, 即砂轮的有效磨粒比为100%, 则可以用表1 中砂轮单位面积的金刚石颗粒数C 作为Ca , 当切屑底部夹角的一半H取60b, 根据式( 1) 分别计算出5 个砂轮在主轴转速为3200r/ min 时单颗金刚石磨粒的理论最大切削厚度, 结果如图5a所示。
根据有效磨粒比G及表1 砂轮单位面积上总的金刚石颗粒数C, 用Ca= GC 来计算砂轮表面单位面积参与磨削的有效颗粒数, 代入式( 1) 可得到单颗磨粒最大切削厚度hmax , 如图5b 所示, 可以看出, 除了3 号砂轮外, 其余的几个砂轮对应的点基本上很接近。图4 所示的有效磨粒比的结果也显示3 号砂轮在磨削深度为0102mm 处的数据有异常。其余4 个砂轮的计算结果与图5a 比较, 可以看出, 总体趋势是一致的。采用有效磨粒比G推算出来的最大切削厚度比按100% 有效磨粒比计算的结果大, 特别是在磨削深度比较小的情况下, 差别更明显。
2. 7 单颗金刚石磨粒磨削时消耗的功率
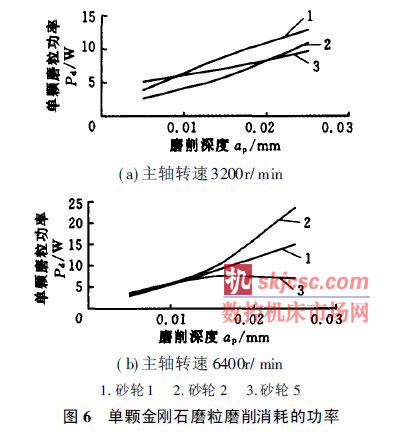
把试验所测砂轮主轴电机稳定磨削工作状态时消耗的功率值减去空转时消耗的功率值便得到磨削过程中主轴电机消耗的净功率值P, 则平面磨削中单颗金刚石消耗的磨削功率为
![]()
计算结果如图6 所示, 钎焊砂轮和电镀砂轮磨削时, 单颗金刚石颗粒所消耗的功率均随磨削深度的增大而成比例增大, 随砂轮转速的提高而变大。磨削深度较小时, 砂轮转速的提高对单颗金刚石磨粒消耗的功率影响较小; 当磨削深度增大到01 03mm 时, 砂轮转速的提高使单颗金刚石消耗的功率急剧增加。因此, 从提高磨削效率、减少能量消耗和提高有效磨粒比这几个方面综合来考虑, 应该采用较大的磨削深度及较低的砂轮主轴转速进行磨削加工。
3 结论
试验结果及分析表明, 薄片式热电偶可以检测磨削过程磨粒周期性的高频热冲击信号; 通过磨削弧区温度信号中的毛刺状热脉冲的个数确定金刚石砂轮实际参与切削的颗粒个数, 推算实际有效磨粒比是一种可行的方法; 通过分析金刚石砂轮有效磨粒比与砂轮速度的关系, 发现提高砂轮转速会使有效磨粒比大大降低。在确定实际有效磨粒比的基础上计算了单颗金刚石的实际最大切削厚度及其在磨削中消耗的功率, 提出优化磨削加工参数的有效方法。本文试验结果对金刚石砂轮的设计、磨削加工参数的优化及花岗石平面磨削加工理论的深入研究具有参考价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








