
1 统计分析
以零件号5966 的刹车盘精车工序为样本, 工序尺寸及精度要求为73. 4+ 0. 07mm, 采用控制图法对工序能力进行分析。该工序使用的设备是CA6140 普通车床。
1. 1 搜集样本数据
安排专职人员收集样本数据, 按照加工时间的顺序, 在一定时间间隔生产的产品中, 随机地抽取样本5件, 测出各个样本的尺寸记录到表1 中, 样本的抽取总量是50 件。
1. 2 确定控制线
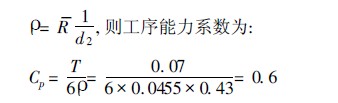
每次抽取样本数为5 时, 各系数的取值为: A 2 =0. 58, D3= 0, D4= 2. 11, 1d2= 0. 43。X 控制图和R 控制图的控制线见表2。

1. 4 计算工序能力系数
根据极差平均值求得工序标准差的估计值
工序能力系数Cp 仅为0. 6, 远低于满足正常生产Cp ≥1 的要求, 因而工序稳定性差, 工序不能保证加工精度, 废品量大。调查结果与生产实际情况相符。
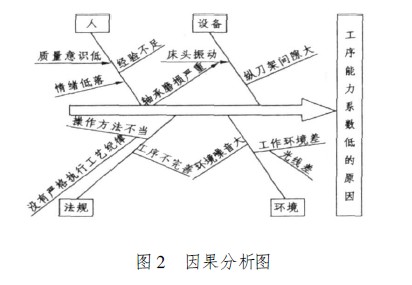
2 分析原因
对以上调查结果, 从人、机、环、法四个方面, 对工序能力低的原因进行了综合分析, 绘出了因果分析图,如图2 所示。
3 采取措施
3. 1 加大青年工人培训力度
针对工人经验不足和质量意识低的问题, 公司专门对工人进行技术培训, 开展技术比武活动。同时明确质量责任制, 使职工的经济利益同质量指标挂钩。
3. 2 对陈旧的设备进行技术改造
设备改造前, 机床床头轴承采用球轴承, 接触性能差, 经查阅有关资料, 将球轴承改为单列圆锥滚子轴承, 增大了轴颈与轴承的接触刚度, 床头主轴运转平稳。改造后主轴轴向窜动由0. 04mm 减小到0. 008mm,主轴轴肩支承面的跳动由0. 05mm 减小到0. 01mm, 从技术上为保证产品质量提供了保障。
3. 3 严格执行工艺规程
针对机床主轴转速、进给量等切削参数选择不当的缺陷, 制定出严格的工艺规程, 选择合理的切削用量, 使得机床的负荷、刀具及设备的磨损、机械加工生产率以及产品的质量都达到了最佳状态。
3. 4 落实规章制度
由设备科、生产科制定设备维护管理及文明生产检查量化评分表, 每月由检查人员不定期抽查一次, 按百分制考核, 奖罚分明。
4工艺验证及经济效益
4. 1 工艺验证
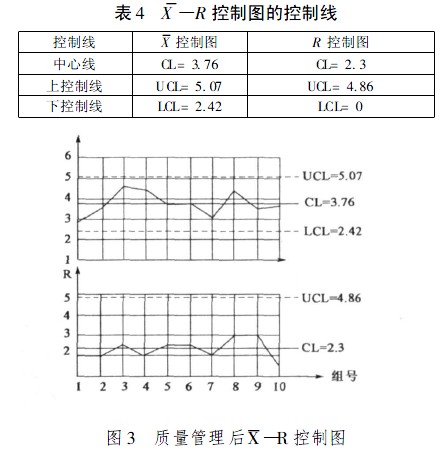
采用与上同样的方法, 对采取质量管理后的工序能力进行分析, 数据如表3、表4 及图3。
其工序能力系数为:
由于采取了以上措施, 工序能力系数由原来的0. 6上升到现在的1. 2, 有效地预防了不合格品的产生( 见图3) 。

4. 2 经济效益
改造前: Cp= 0. 6, 不合格率为7%; 改造后: Cp =1. 2, 不合格率为0. 04%。3 个月生产刹车盘62000 片,每片45. 3 元, 经济效益为:
Z= 生产数× 降低不合格品数×单价= 620000 ×(7%- 0. 04%) ×45. 3= 195478. 6( 元)研究过程中各种费用共花费63000 元, 那么三个月来通过该课题的研究, 直接带来的实际经济效益为: 195478. 6- 63000= 132478. 6( 元)
5 结论
质量管理是一项投入少、产出多、提高经济效益的好办法, 尤其在乡镇企业, 更有必要加强质量控制和科学管理, 把各种质量管理办法与工厂的实际情况相结合, 使之不断完善。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








