
为减轻桥面对桥台座的冲击力, 在沪宁高速公路E 标段许家立交、泰山溢洪桥、九曲河桥等桥面都设计安装了不锈钢板支座垫板。它设计在桥伸缩缝处, 用环氧树脂粘接在桥墩台上. 不锈钢板与四氟板支座之间涂上一层硅脂, 起润滑作用. 在行车荷载及温差应力作用下, 混凝土梁发生伸缩, 带动四氟板橡胶支座在不锈钢板上产生位移。在不锈钢板与钢板之间均匀地涂上树脂胶。为增加钢板支座粘接力, 也可以在钢板四周涂上环氧砂浆。
随着时间的推移, 硅脂和环氧树脂粘接力是有限的, 在冲击力的作用下, 可能发生不锈钢板的位移. 因此, 不锈钢支座需加工为燕尾槽形式. 燕尾槽垂直于行车方向, 以适应在长期桥面负载冲击下, 不锈钢板的微量位移。
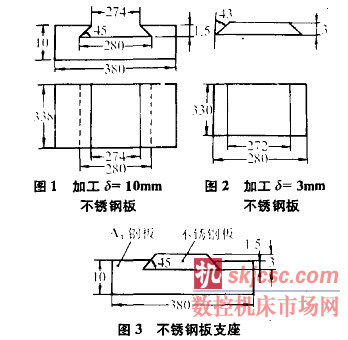
根据施工设计图纸要求, 钢板支座垫板采用∮=10 m m、A 3 钢板, 与∮=3 m m 不锈钢板配合使用, 见图l、图2 、图3 。∮= 10 m m 的钢板加工成燕尾槽, 其深度为1.5m m, 与∮= 3 mm 不锈钢板镶嵌. 经试加工, 由于燕尾槽深度小, 加工稍有误差, 不锈钢板就不能正常配合镶嵌, 废品率高, 增大了生产成本。为满足工程急需, 提高加工质量. 采用刨床加工。将刨刀刀头后角设计成47° , 加工燕尾槽部位时, 刀子斜夹在刨床刀柄上, 形成3 0° 斜角进行切削成型(图4、图5)。

1 钢板加工
1. 1 加工工序
(l) 放样划线;
(2) 等离子切割机裁板下料;
(3) 四周刨平, 且垂直;
(4) 从中心线分左右粗刨l. 2 m m 深;
(5) 从中心线分左右精刨0. 3 m m 深.
1. 2 技术要求
(l) 材料: A 3 钢板, ∮= I0m m ;
(2) 钢板表面平整, 不得翘曲;
(3) 钢板四周无毛刺;
(4 ) 燕尾槽表面光滑镶嵌, 抽动无阻力。
2 不锈钢板加工
2. 1 加工工序
(l) 放样划线;
(2) 等离子切割机裁板下料;
( 3) L = 33 8 m m 两边刨斜面, 夹角4 3 ° , 粗刨l. 2m m ;
(4 L =3 8 8 m m 两边刨斜面, 夹角4 3 ° , 精刨0. 3m m。
2. 2 技术要求
(l) 材料: 不锈钢板∮= 3 m m ;
(2) 表面平整. 不得翘曲;
(3) 四角垂直, ,且对角线相等;
(4 ) 斜边无毛刺, 镶嵌自如。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








