
1钛合金材料的切削加工差主要体现在如下几个方面:
( 1) 切削温度高。钛合金材料导热系数小, 散热条件差, 在切削过程中刀具与切屑间的摩擦系数大, 切削热集中于刀刃附近, 因此, 会造成切屑与刀具接触界面温度过高。
( 2) 切削条件要求较高。钛合金材料对切削速度非常敏感, 欠合理的切削参数选择会极大地缩减刀具的寿命。
( 3) 弹性恢复大。钛合金弹性模量小, 在切削力作用下产生较大的弹性恢复, 对大径深孔来说, 由于孔收缩量较大, 故易造成钻头刃带与孔壁间产生摩擦, 大回弹量将使刀具的实际切削后角减小, 加剧了后刀面与加工表面间的摩擦, 严重时会导致钻头“抱死”。
( 4) 变形系数小。加工钛合金时, 经常可以看到挤裂的切屑, 且刀具易磨损, 其主要原因是切屑沿着前刃面流出的速度大于其它材料对前刀面的摩擦。
( 5) 刀尖应力大。计算结果表明, 钛合金材料的切削应力约是中碳钢的1.3 倍。由于刀尖附近应力集中, 所以刀尖或切削刃极易磨损。
( 6) 化学活性高。在一定切削温度下, 钛吸收大气中的氧、氮、氢等元素, 而形成氧化钛、氮化钛和氢化钛薄膜, 使表面层硬化和变脆, 降低了塑性, 加大了加工硬化程度, 从而加剧了刀具磨损。
( 7) 粘结磨损及扩散磨损较突出。切削时由于钛合金的亲和力大, 使摩擦表面的接触点容易粘结。在相对运动下, 带走刀具材料造成粘结磨损。
针对上述问题, 本文结合T11 钛合金零件的双曲面加工, 着重分析说明了钛合金零件料数控加工中的刀具材料、几何参数的合理选择, 切削参数的优化等问题。
2 典型零件工序切削加工工艺分析
2.1 曲面的加工工艺
被加工零件结构如下图所示, 其特点是曲面多、孔多、盆形内腔, 材料加工工艺性能差, 切削加工难度高。针对以上特点, 制定的主要加工工序如下:
( 1) 毛坯粗车( 外圆尺寸) ;( 2) 低倍;( 3) 半精车( 盆形内腔) ;( 4) 精车;( 5) 铣下端面八弧八孔;( 6) 开槽;( 7) 精铣叶型;( 8) 荧光检查;( 9) 外磨( 由于精铣叶形以后外圆膨胀) 。
2.2 刀具材料的选择
加工钛合金的刀具材料应具备如下性能: 高温状态下的化学稳定性; 足够的强度和韧性; 良好的热传导性。加工钛合金时, 应尽可能选择与钛合金亲合力小的刀具材料。经过对几种常用的刀具材料进行分析, 最后选用了YG 类硬质合金。
2.3 刀具参数优选
( 1) 车削加工
因钛合金的导热性差, 为减少刀具后刀面与加工表面摩擦产生的热, 刀具后角要选的大些, 加工一般材料的刀具后角取α0=6°~8°; 加工钛合金的刀具后角取α0=14°~17°; 前角要大一些,γ0=8°~12°, 以保证刀刃锋利, 减小加工变形, 提高加工表面质量; 主偏角Kr=90°, 以降低径向力, 防止震动; 刀尖圆弧rε≤0.8mm 合适。
( 2) 铣削加工
在图示的曲面加工工艺中, 上表面的两孔和下表面的八弧八孔以及叶片的开槽和精铣都要采用铣削加工。铣刀的前角、后角等几何参数对提高切削精度和效率以及延长刀具寿命有很大的影响。所以要对铣刀的形状加以改进, 具体措施:
①减小铣刀的悬伸。假如铣刀的悬伸过大, 刚度就难以保证。在保证工件正常加工的前提下, 悬伸尽量缩短。
②减小铣刀刀槽深度。这样可使铣刀的寿命得以提高。
( 3) 钻孔加工
要对钻头进行修磨, 因钛合金弹性模量小, 在切削力作用下产生较大的弹性恢复, 特别是加工大孔径时孔收缩量较大, 造成钻头刃带与孔壁间产生摩擦, 所以产生很大的噪声和切削力, 甚至钻头和钛合金有抱死的倾向; 又因钛合金化学活性高, 切削温度升高的条件下, 钛吸收空气中的氧、氮、氢等元素形成氧化钛、氮化钛、氢化钛等薄膜, 使表面硬化、变脆、降低了塑性, 加大了加工硬化程度。所以造成了扩孔时的钻头磨损。特别是在原底孔直径处磨损更为严重, 所以要对钻头进行修磨。标准钻头的倒锥量为( 0.03~0.10) mm/100mm, 而钛合金的弹性恢复量大, 会引起钻头与工件的摩擦力过大。一般情况下, 加工钛合金钻头的倒锥角度是标准钻头倒锥角度的30 倍以上, 一般为( 0.10~3) mm/100mm。为了减小轴向切削, 将钻头的横刃部分修磨成S 形。
2.4 切削参数的优选
对于切削加工来说, 既要保证零件的质量、加工效率, 又要保证刀具有一定的寿命。
( 1) 对于双曲面的粗车, 要保证刀具的使用寿命, 切削速度v≤80m/min, 刀具使用寿命T=480min。背吃刀量ap≤1mm, 进给量f≤0.15mm/r。因粗加工产生的热量多,要加大冷却液的流量。
( 2) 对于零件的精车, 主要任务是保证表面质量, 加工精度和适当的刀具寿命。切削速度v≤80m/min, 背吃刀量ap≤0.3mm, 刀具的使用寿命T=1080min, 进给量f≤0.15mm/r。
( 3) 开槽是铣削加工中占用时间最长的工序, 提高开槽的效率的措施是优化铣刀的加工轨迹。对于开槽工序来说, 要遵循切削路线短的原则, 应先一侧开槽, 而不是两侧同时开槽。这样会使铣刀受到的循环应力减小, 从而可提高刀具的使用寿命。还应加大背吃刀量ap 和切削厚度ae。风扇开槽使用球头立铣刀, 设定ap=5mm, ae=2.8mm,为了避免过切, 所以编程时应使刀径自下而上。
2.5 提高加工系统稳定性措施
为了得到满意的加工零件和效率, 必须使系统具有很高的稳定性。
( 1) 减小刀具的悬长, 避免受大的冲击力的时候刀具折断。
( 2) 选择主轴刚度较大的机床, 避免大切削用量引起工艺系统颤振发生。
( 3) 选择装夹强度较大夹具, 增加系统的刚性。此外, 还应注意切削余量要均匀。
3 结语
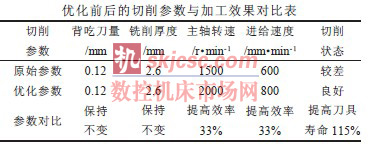
通过综合考虑钛合金加工中刀具的选择、切削参数的优化, 以及对加工工艺系统的调整, 可以使钛合金零件的加工取得较好的结果。本文通过在大宇Mynx540/50四轴数控铣床上进行叶型的精铣实验, 采用的是φ=16mm 的硬质合金球刀, 获得了满意的切削结果, 具体数据如表1 所示。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








