
1 前言
低温阀门是石油化工、煤化工、空气分离、天然气、烟草等工业不可缺少的重要设备之一, 其性能和可靠性直接影响这些工业成套设备的安全和经济运行。低温阀门所控制的介质除了液氮和液态惰性气体外, 大部分介质易燃、易爆、渗透性强。最低温度- 269 ℃ ( 液氦) 、最高使用压力10MPa。如此苛刻的工作条件对低温阀门提出了特殊的要求, 其设计、制造和检验均与普通阀门有不同之处。在低温工况下要求阀门必须克服三大危险因素, 即阀门在启闭过程中残留在中腔的低温介质因环境 ( 大气) 温度引起急速汽化而导致的异常升压;低温向填料函传导引起填料失效, 从而引起填料函处泄漏; 承压件抵抗低温冲击的能力。随着现代科技的发展, 低温装置的规模不断扩大, 低温阀门的需求量也越来越大。
2 低温阀门的设计
低温阀门不仅要有良好的密封性, 结构上要能防止低温对填料的影响, 克服在低温条件下材料的变形和热应力集中可能对阀门的破坏, 同时能及时排泄异常升压, 特别是所选用的低温钢要有良好的耐冲击性能。
2.1 阀体设计
低温工况下阀体所承受的温度应力、连接管道的膨胀和收缩附加应力都很大, 要保持阀门密封副不发生变形, 壳体的刚度很重要。此外, 为了防止低温时应力集中的脆性破坏, 壳体中的尖角、凹槽等应尽量避免。为了保证阀体刚度, 壁厚按式( 1 ) 计算或参照ANSIB16.34 选取。
2.2 长颈阀盖的设计
从低温阀门的泄漏情况分析, 填料处易发生泄漏。为了克服低温对填料的影响采用长颈阀盖结构, 使填料函的工作温度接近周围环境温度。图1 是低温阀门阀盖颈部的基本结构与温度分布。颈部长度L 是指填料函底部到上密封座上平面之间的距离。根据低温传热学原理得出结构设计公式。
当填料几何尺寸较小时( 小口径低温阀) 。忽略填料的影响, 颈部长度为
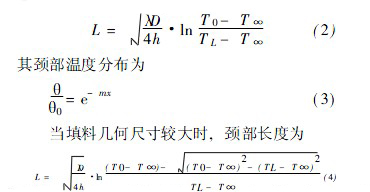
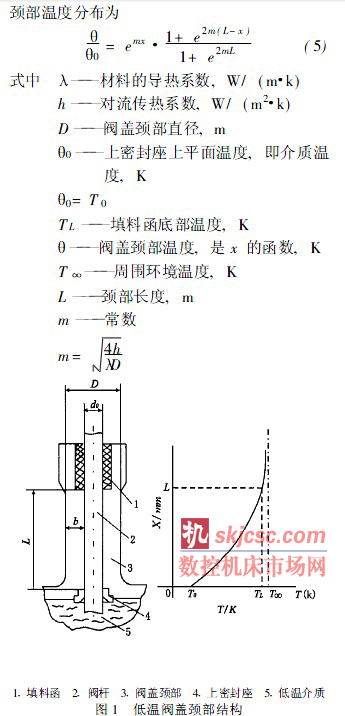
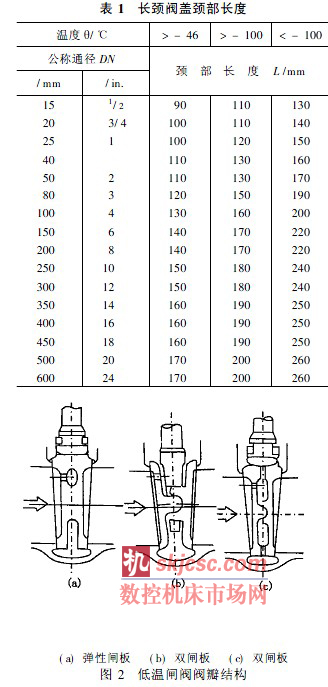
当已知材料的导热系数、对流传热系数以及长颈阀盖的几何尺寸时, 可根据式( 2) ~ ( 5) 算出颈部的最小长度L , 也可参照表1 选取L 。另外, 根据工况和现场( 如保温、操作空间、位置等) 需要, 可以加长颈部尺寸。
2.3 异常升压的防护
异常升压现象一般只出现在低温闸阀中,当闸阀关闭时, 残留在中腔的低温液体会因环境温度的影响而迅速汽化, 在中腔产生不正常的异常升压。它可以导致低温阀门填料处泄漏及中法兰连接处破坏, 甚至导致阀门启闭件卡死, 阀体或阀盖破裂。解决该问题的方法是增加平衡系统。对中小口径低温阀( DN≤ 300mm) 在闸板上开设平衡孔( 图2) , 对于大口径低温阀增加旁路系统。当异常升压发生时, 可以通过平衡系统排泄到管路系统, 以此消除对阀门的不利影响。低温阀门增加了平衡孔或旁路系统时, 阀体上必须带有指明流向的箭头, 安装时必须注意。
2.4 低温阀门材料选择
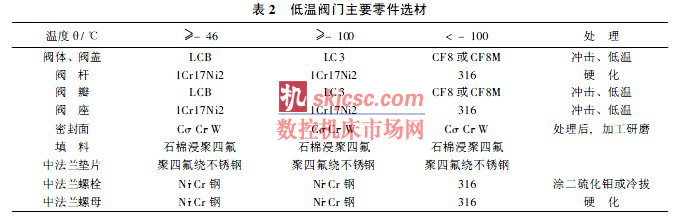
在低温条件下, 材料的抗拉强度和硬度提高, 塑性和韧性降低。材料将产生低温脆性,甚至发生体积变化, 给阀门的安全使用带来影响。因此, 在选择低温用材料时必须考虑阀门的工作温度, 材料的低温韧性以及组织稳定性。铁素体类低温钢的韧性在低温下变化较大, 必须做工作温度下的V 型缺口夏比 ( Charpy) 冲击试验, 奥氏体钢在一定的低温下会发生马氏体相变, 引起阀门变形, 导致阀门漏泄。所以, 低温阀门要按最低工作温度选择材料, 同时要根据工况条件对材料做冲击试验和适当的低温处理。材料选择推荐按表2。
3 低温阀门制造
低温阀门属于特殊阀门, 在制造上除了与普通阀门有许多相同之处外, 针对低温工况还有许多特殊要求。如材料的低温处理、冲击试验及结构等。
3.1 毛坯件
低温阀门的主要毛坯件是阀体、阀盖和阀瓣等。根据温度主要选用两大类低温钢, 即铁素体类( ASTM A352/ A352M) 和奥氏体类 (ASTM A351/ A351M) 。铁素体钢在低温下脆性增大。奥氏体钢在一定低温下发生马氏体相变, 引起金属组织体积变化。对此, 铁素体低温钢( LCB、LC3) 除了做普通的力学性能试验外, 要按ASTM A352/ A352M 的要求, 在最低使用温度下做V 型缺口夏比冲击试验。3个试验中的单个试样最小值akk≥16 ( J) , 3 个试样均值ak ≥20 ( J) 。奥氏体低温钢( CF8、CF8M) 冲击试验可根据用户的要求而定, 但必须做低温处理, 以消除相变的影响。处理温度要低于相变点( MS) 或更低, 时间2~ 6h。CF8、CF8M 应严格按ASTM A351/ A351M 的要求处理。这里需特别说明的是, LCB、LC3不经适当的热处理其冲击值是达不到要求的。如果冲击值达不到要求, 在低温下使用是非常危险的。
3.2 密封面加工
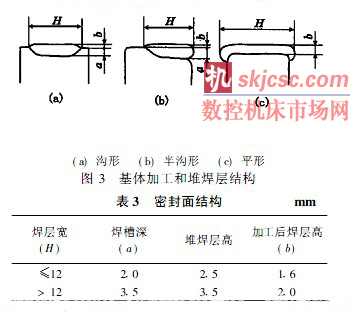
低温介质对密封面很少有润滑作用。在闸阀中, 为了防止密封面擦伤和咬死, 必须在闸板和阀座密封面上堆焊硬质合金( Co-Cr-W) ,以提高表面硬度和耐磨性。堆焊前的加工面精度要达到Ra3.2 左右, 所有尖角或锐边需倒圆R1。堆焊时先去除油污及锈斑, 以保证堆焊层的质量。堆焊层的形状和具体要求见图3和表3。为了防止低温下阀体或阀瓣变形对密封性能的影响, 必须先将阀体或阀瓣进行低温处理( 保温2~ 6h) , 然后加工密封面和研磨,加工后的密封面粗糙度应达到Ra 0.2。
3.3 阀杆、填料、中法兰垫片、上密封座
阀杆直接与填料接触, 并带动阀瓣运动,其表面硬度、椭圆度、粗糙度等影响填料的密封性。因此椭圆度应达到10 级以上, 粗糙度不低于Ra0.4。为了提高硬度, 可以进行表面镀铬处理, 镀层厚度0.02~ 0.05mm, 这样做可以降低阀门的启闭扭矩。
阀杆和填料函的尺寸采用API 600 标准的规定, 填料的材质和形状必须适应低温条件下介质的要求。低温介质的分子量都较小, 易泄漏。装配填料时必须逐层压实, 使填料对填料函内壁和阀杆表面的压力增加, 达到良好的密封效果, 填料选择见表2。为了工作中便于更换填料, 低温阀必须采用上密封结构, 上密封座材质的机械性能不应低于基体。
低温阀门用的垫片必须在常温、低温以及温度循环变化情况下具有可靠的密封性和复原性。垫片材料在低温下会硬化和塑性降低, 故应选择随温度变化小的材料。
3.4 紧固件
低温阀门用螺栓和螺母材料必须注意低温下的冲击韧性, 当选用奥氏体钢时, 由于其屈服点低和容易咬死, 所以须经冷作硬化, 同时在螺纹部位涂二硫化钼才可使用。另外, 在螺栓螺纹根部容易引起应力集中, 故应将螺栓整体制成螺纹。连接阀体和阀盖的螺栓在复合载荷作用下容易产生疲劳破坏, 应用扭矩扳手旋紧螺母, 以保证螺栓受力均匀。
4 低温阀门检验
低温阀门不仅要做常规检验, 还要做低温试验。关于材料的试验、无损检测、毛坯件判废等按有关标准和用户的要求进行。本文仅就低温阀整机性能检验进行说明。
4.1 常规检验
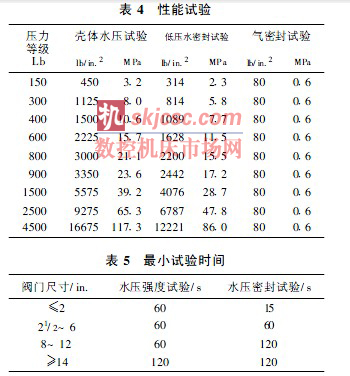
如果是标准的长期批量生产的低温阀门,应做壳体水压强度试验, 水压和气压密封试验, 以及启闭和扭矩试验, 并记录启闭扭矩和具体的试验压力和时间( 表4、5) 。试验时按ANSI B16.34 或用户提出的标准进行。如果用户提出同时做低温试验, 应满足用户要求.
4.2 低温试验
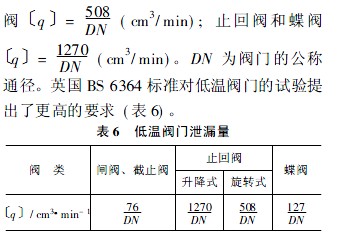
如果是试制的新产品或用户提出要求, 必须做低温试验。低温性能试验的目的是检验低操作性能要求阀门启闭灵活, 移动件和密封副不得发生擦伤或咬死; 密封性能要求阀门密封面泄漏量小于允许泄漏量< q>。
4.3 低温试验方法
图4 为低温试验流程, 原理是先将液氮充入冷却槽, 然后按比例充入无水酒精并搅拌,当控制台测温器达到被测阀门的工况温度时,将被测阀门放入冷却槽, 达到温度平衡后立即进行测试。操作性能合格后往阀门腔体内充1.0MPa 的氮气或氦气, 在出口侧测量泄漏量。
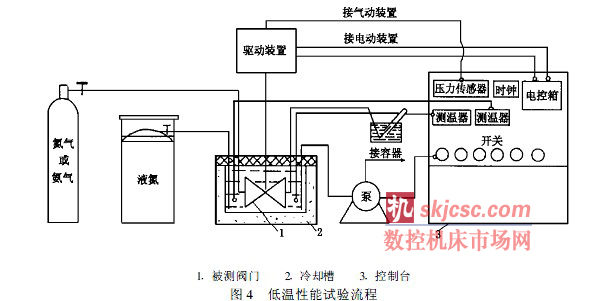
低温阀门应在工况温度下进行试验。当温度大于- 196 ℃ 时, 由液氮和酒精按一定比例混合来达到低温工况温度。当工况温度小于或等于- 196 ℃ 时, 直接利用工况介质。由于酒精易挥发, 试验室和试验装置应全部采用防爆电器。检漏时用氮气还是氦气由试验温度决定。
氮的临界温度为- 137℃ , 临界压力3.3MPa,即在温度- 137 ℃ 、压力3.3MPa 的条件下,氮气将发生相变, 由气体变成液体。根据氮的T-S 图, 1.0MPa 的氮气在- 151 ℃ 左右的条件下发生液化, 这种情况下难以准确地测出阀门的密封性能。所以, 当试验温度大于- 150 ℃时用氮气。当试验温度小于或等于- 150 ℃ 时用氦气。
低温试验后, 应将阀门拆开, 检查零部件的情况, 检查其磨损和毁坏情况, 同时完成试验报告, 内容如下:
① 试验后零部件情况;
② 中法兰和填料函紧固件的紧固力值;
③ 泄漏率;
④常规试验和低温试验结果的对比;
⑤温度测量结果;
⑥启闭情况和力矩;
⑦ 阀门的参数、工况温度等;
⑧试验期间所做的其他测量和观察。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








