
阀门零件的加工质量影响阀门的使用寿命, 加工费用影响阀门的制造成本。下面介绍两种简便的加工阀门零件方法。
1. 利用普通车床加工球体
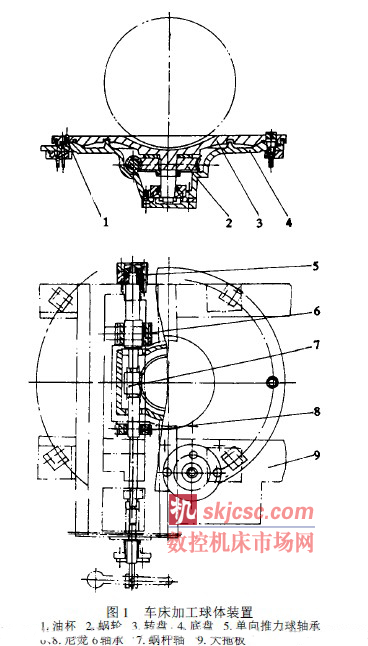
球阀的球体一般用专用机床加工。如果购买专用机床或外购加工好的球体费用较高, 利用旧的C630 普通车床改装成车球体装置( 图1) , 可以取得很好的效果。
首先用蜗杆轴取代中拖板的丝杆, 动力仍由原来的传动路线传到蜗杆轴。由蜗杆轴带动蜗轮及转盘作回转运动, 刀架安装在转盘上, 实现圆周切削运动。整个装置固定在大拖板上, 随大拖板纵向移动。由于蜗杆传动的轴向力较大,在蜗杆轴顶端增加了两个单向推力球轴承。为提高轴的刚性, 在轴中间增加了两个尼龙6 轴承。垫块的厚度和前后位置可根据加工球体的大小作相应调整。转盘和底盘用球墨铸铁制作,以增加强度和耐磨性, 并设置了挡油槽以储备从油杯注入的润滑油。
本装置用于C630 车床, 最大能加工直径400mm 的球体, 即能适应DN 250 及其以下口径的常规球阀的需要。球体的尺寸精度为H10级, 圆度为11 级。由于本装置没有改变原来的传动路线, 主轴转速及蜗杆轴的转速可随实际车加工球的具体情况而改变, 手动或机动转换方便, 而且传动精度比较高, 加工出的球体能达到所需要的精度要求。
2. 旋启式止回阀摇杆钻孔夹具
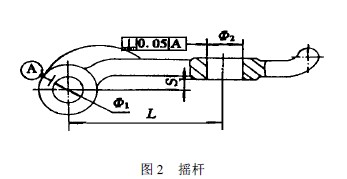
摇杆( 图2) 是旋启式止回阀中的关键零件, 尺寸L 及阀瓣孔2相对于销轴孔1两端面的位置决定了阀瓣在阀体中的位置, 而S 及孔2 对孔1 的垂直度则直接影响阀瓣的启闭灵活性及密封面的密封性能。为此, 设计制作了摇杆钻加工夹具。
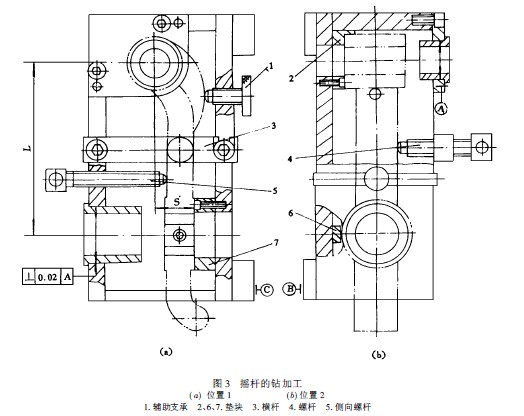
钻加工前, 对于300mm < DN ≤ 600mm的摇杆铸件, 需按图纸加工销轴孔1 和阀瓣孔2 的两端面。对于50mm < DN ≤ 300mm 的精铸摇杆, 可直接利用本夹具钻加工。钻孔时, 将摇杆放入夹具中( 图3) , 阀瓣孔端面和上部靠紧垫块, 将辅助支承调至接触摇杆, 然后将横杆旋转至图示位置, 压紧螺杆和侧向螺杆, 然后钻销轴孔1。将夹具从位置1 翻到位置2, 钻阀瓣孔2。
尺寸L 及两孔的垂直度精度由两钻套保证。夹具制作时只要将两基准底面B 和C 加工垂直, 然后再加工两钻模板就可以保证两钻套的垂直度及尺寸L′。尺寸S 由销轴孔钻套与垫块保证。整个夹具的制作比较方便, 使用后效果较好, 加工的零件符合图纸要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








