
1 机床结构概述
VMC0656e 是沈阳机床股份有限公司2010 年开发的一款门式五轴加工中心,该机床采用龙门动横梁式结构,直线轴X、Y、Z 采用电机直连,A、C 轴耳摆式工作台。根据用户要求可以选配SIMENS -840D 系统,FANUC - 31i 系统同时也可选择国产数控系统。
2 刀库工作原理
VMC0656e 配备台湾基辅生产的LC0140 -020SZ101 - 02 型刀库( 符合ISO - 9001) ,最大容量20 把,单把刀具要求满刀时最大半径75mm,最大长度250mm,最大重量8kg。刀库外形为跑道型并采用链子将各个刀套联结在一起,刀库的回转运动由带抱闸的三相异步电机作动力源,三相电源通过交流接触器提供给电机时抱闸自动打开,然后刀库进行旋转,切断电源则抱闸闭锁,刀库立刻停止运动。刀库中刀套按照T 代码的指令运转到换刀位置,进行刀具交换。在机床工作过程中刀具按着指令由主轴直接抓取。实际上述条件除了刀具安装尺寸等机械方面达到要求外,尤为重要的是数控系统如何保证机床换刀过程的完成。
3 换刀过程及对电气系统的要求
由于VMC0656e 为紧凑型高速加工中心,在设计初期为了进一步提高其加工效率,我们决定采用无机械手换刀方式,这种方式更为简单而且快速,在机床工作结束时,由主轴将刀具直接插回刀套,然后进行选刀,再由主轴直接抓刀继续工作。在基辅LC0140 - 020SZ101 - 02 型刀库中提供了刀库换刀的时序图,如图1 所示,电气动作时序图说明:
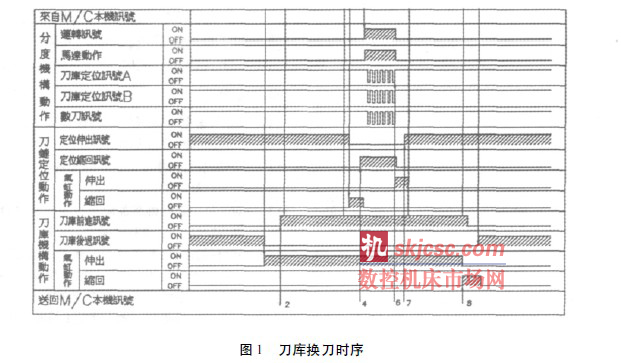
1) 选刀启动( 为正、反转就近选刀启动) ;
2) 计数及定位信号( 使电机定位停止) ;
3) 刀链定位销伸出和缩回( 当刀链停止转动时伸出,当刀链旋转时缩回) ;
4) 刀库伸出和缩回( 当选刀过程结束控制刀库伸出和缩回) 。
4 自动换刀过程的实现
4. 1 西门子刀具管理原理简述
为了达到一次装夹实现多工序加工的目的,现在的数控机床大部份配备了交换刀具系统,这样,数控系统需要知道这些刀具的几何尺寸,还有刀具在刀库里的具体位置。为了适应工厂自动化生产的更高要求,有时还需要对刀具的加工时间或者是加工件数进行监控,当达到刀具的加工寿命时,系统会提示操作者更换刀具,避免因为刀具的磨损而造成批量废品。在自动化程度更高的机床上,还可以为一些刀具配备一把或几把类似的刀具,叫做姊妹刀,当某把刀具达到加工寿命时,系统会自动挑选它的姊妹刀来代替,这样能保证加工的连续运行,上述这些功能统称为刀库管理功能,西门子840D 系统可以选配刀库管理功能。
在没有刀库管理功能时,系统只是管理刀具数据,主要是刀具的几何尺寸,当需要交换刀具时,系统会通过通道的接口信号通知PLC 需要更换的新刀具号,PLC 控制刀具换刀动作,当动作完成后,通知NC。具体接口信号如下:
DB21. DBX61. 0T 码改变,当NC 遇到一个新的T 指令时,该信号有效,信号只持续一个PLC 周期; DB21. DBW118T 码的值,也就是要交换的新刀号的值,该信号在新的刀号来之前一直有效。
4. 2 HMI 的调整
对于HMI 来说,不需要对刀库管理进行特殊的设置,只要系统刀库管理功能生效以后,系统会自动用带刀库管理功能的操作画面来代替标准的刀具参数显示画面,在这个画面里既能显示刀库里刀具的情况,也能显示缓冲区里面的刀具情况,还可以选择显示所有的刀具列表,对刀具进行管理,比如装载和卸载,是定点换刀还是随机换刀,常规的刀沿尺寸修改,刀具位置的重新分配等。
4. 3 NCK 的调整
西门子- 840D 数控系统的刀库管理是一个选项,需要激活该选项功能。由于刀库管理需要占用一些内存,需要在系统里面预留相应的内存,主要相关参数如下:
MD18080 系统刀库管理参数,对整个系统而言;
MD20310 通道刀库管理参数,仅对相应通道而言,一般设置成和MD18080 一样其中比较重要的设置位: Bit 0 刀库管理功能是否有效; Bit 1 刀具监控功能是否有效; Bit 3 是否考虑邻近刀座; Bit 4 PLC是否能要求新的修改参数后的预选刀具指令一般的刀库管理功能,这四位都需要置上,所以至少为BH;
MD18084 系统管理刀库数量,要包含虚拟刀库,所以至少为3;
MD18086 系统管理刀座数量,要包含虚拟刀座,> = 实际刀座数+ 5;
MD18082 系统管理的刀具数,一般要大于实际的刀座数;
MD18100 系统管理的刀沿数,一般要大于系统管理的刀具数。
以上参数的修改都会涉及到内存的重新分配,所以修改后要立即( 不要下电和NCK 复位) 做一个NC 数据的备份,再回装回来,这样NCK 的刀库管理功能就急活了。
刀库的建立,通过以上参数的设定,系统只是为刀库管理预留了相应的空间,但对于刀库的特征 ( 比如刀库的类型,实际刀座的数量,虚拟刀座的数量等) 需要通过对刀库管理系统变量来定义,系统可以通过传输一个刀库定义文件来对系统变量赋值,也可以通过执行一个子程序来对这些变量赋值,对于HMI_ADVACED 来说,可以在启动菜单里通过图形交互形式生成一个刀库的配置文件,对PCU20而言,只能通过编辑器来编辑刀库定义文件,附件里有一个刀库定义文件,里面主要包含以下几个信息: $ TC_MAP1[0]= 0 删除原来有关刀库的数据;
$ TC_DP1[0,0]= 0 删除原有刀具数据;
$ TC_MAP1[n]刀库的类型实际的刀库类型一般有两种,链式刀库和车床用的刀塔;
$ TC_MAP7[n]刀座的数量n 表示刀库号;
$ TC_MAMP2 刀具和空刀座搜索策略;
$ TC_MAP3[1]实际刀库状态,只有激活后该刀库才能使用;
$ TC_MP1[n,m]、$ TC _MP2[n,m]、$ TC _MP3[n,m]、$ TC_MP4[n,m]、$ TC_MP5[n,m]定义刀座状态; $ TC_MLSR[n,m]把缓存刀库的刀座分配给相应的主轴;
$ TC_MDP1[n,m]、$ TC_MDP2[n,m]定义虚拟刀座和换刀点的偏置量,这个参数对装/卸刀具点才有用,对其他虚拟刀座来说,这个值为0。当这些系统参数正确定义以后,在刀库管理显示画面里就可以看见刀库的情况了,可以依照操作说明书来建立新刀具。
4. 4 PLC 的调整
PLC 主要要处理刀库管理发送过来指令的应答信号,PLC 必须知道有关刀库的一些情况,根据这些情况生成相应的DB 数据块,在HMI_ADVANCED里,配置刀库管理的菜单里,有一个软键能根据刀库的具体配置文件生成相应的数据块DB71 - DB74,对PCU20 而言,只能通过系统数据块DB4 来生成。在DB4 里面定义刀库的特征,这些定义在OB100 里面调用一次就行了,附件有一个常用刀库的数据块定义文件FC100,如果刀库类型一样,调用时只要输入相应的刀座数即可。下面是几个常用的地址:
DB4. DBW64 刀库数量;
DB4. DBW65 刀库号;
DB4. DBW67 刀库类型;
DB4. DBW68 刀库的刀座数;
DB4. DBW65 到DB4. DBW68 要根据刀库的数量挨个定义,包含虚拟刀库;
DB4. DBBn 主轴数量n 的数值为DB4. DBW64的值* 5 + 65。
在刀库管理中,刀具交换时要等待PLC 的刀具准备应答信号,由于刀库管理需要知道刀具离开刀库后的临时存放位置,比如是在主轴上还是在机械手上,刀具准备和刀具交换是否完成,这些都需要PLC 来应答,PLC 是通过调用FC8 来应答刀具管理。
PLC 编程思路:
CALL " TM_TRANS" / /调用FC8 时需要提供这几个参数Start : = #Start / /启动信号,当该信号为1 时,系统调用FC8TaskIdent : = #TaskIdent / /任务索引号,指要交换刀具的主轴号,一般为1
TaskIdentNo: = #TaskIdentNo / /任务号,刀具准备和刀具交换任务号是2
NewToolMag : = #NewToolMag / /新刀具现在位置的刀库号
NewToolLoc : = #NewToolLoc / /新刀具现在位置的刀库号
OldToolMag : = #OldToolMag / /旧刀具所在位置的刀库号
OldToolLoc : = #OldToolLoc / /旧刀具所在的位置的刀座号
Status : = #Status / /执行该指令时的状态字Ready : = #Ready / /FC8 是否完整执行Error : = #Error / /指令执行时是否有错误有时一个换刀过程需要刀具经过几个过渡状态才能完成,这时候常需要多次调用FC8 来及时更新刀具的位置信息。
综上,数控机床刀库管理系统可以方便生产并、且提高工作效率,而且还能提高数控机床的稳定性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








