
1 前 言
今日之世界可谓是电子化产品无所不在的世界,从计算机、手机、光驱、数字相机、摄影机、投影机等皆与民众生活息息相关, 其数量以千万计, 内部之金属零件更以数十倍计, 其制造工艺大多为冲压加工成形, 当形状较为复杂时, 便以铸造、焊接、粉末烧结甚至塑料射出成形以达到尺寸或功能的要求。究其原因乃在于冲压工艺仅能对板材进行冲切、弯曲或拉伸等工艺, 无法施以材料厚度上变化之塑性成形工艺, 因此所能成形之产品在形状上便受到限制。
从金属塑性成形加工技术之发展及3C 产品内部零件的变化可以发现, 越来越多的零件在体积小型化、重量轻量化、节省组装及加工成本等趋势要求下, 逐渐将2~ 3 个零件合而为一, 并由单一工艺生产出来, 此工艺便是由日本所开发出来之板材冲锻复合成形工艺, 亦可称为冷锻连续模工艺。其主要特点在于将冷锻工序与冲压连续模结合, 使此工艺可以在连续模内进行冲压及锻造成形, 使产品在外形及厚度上可以产生极大之变化, 达到零件结合或进而取代原本需铸造、烧结、焊接或机械加工之工艺。相应地, 为了达到零件之精度要求, 亦需特殊成形设备及高精度模具加工组装之配合。由于此工艺尚未为大家所熟知, 因此作了如上述较多之说明。图1 中显示此工艺可成形零件之形状特征、尺寸及精度。
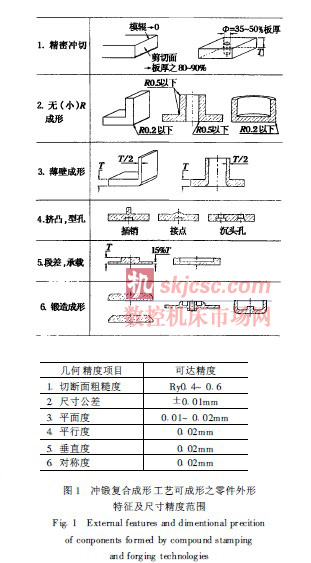
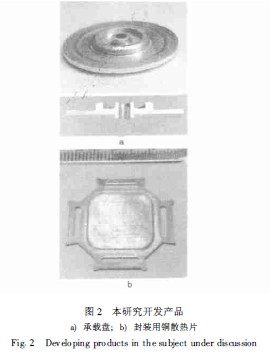
冲锻复合成形工艺所涵盖之塑性加工技术种类极多, 诸如精密冲切、弯曲、引伸( draw ing) 及本身就具多样变化之锻造工程: 如引缩( Ironing) 、压扁( upset ting ) 、挤伸( ex trusion) 或利用毛边之闭模锻等。本研究开发介绍之案例为封装用的铜散热片及光驱主轴马达之一体型承载盘, 如图2 所示,以下仅就其所包含之成形工序加以说明, 并对其工艺条件、研究过程及结果作一讨论。
2 工艺规划及模具设计
首先就本研究产品的外形分析其在锻造成形时,成形工艺之种类、材料流动之特性以及精度要求对模具设计之影响作一先期之判断, 以利后续的成形工艺规划及模具设计。
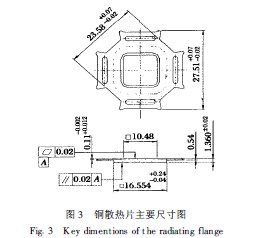
就铜散热片而言, 主要工序为压扁及厚度精整,图3 为此零件的成形加工图, 图中列出了主要尺寸精度, 平面度及平行度之要求皆为0.02mm, 厚度压缩比( T min/ T max ) 达30% , 散热片材料采用纯铜C1100, 此材料的成形性及厚度精度的控制是此产品在设计过程中的关键。
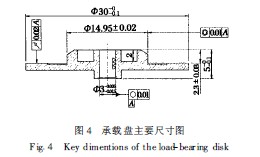
另一产品) ) ) 光驱主轴马达的一体型承载盘,为结合原承载盘及盘片对心机构的二合一组件, 采用铝合金5052 材料; 从图2 及图4 中之剖面可以了
解此零件在锻造过程中材料流动的复杂性, 如何合理分配材料体积, 使锻造过程在较低成形负荷下能顺利成形各处尺寸成为主要关键, 主要成形工序为锻造及压扁; 另外, 此零件对于同心度及偏摆度之要求, 亦成为模具设计时需注意之处。
以下针对工艺规划及模具设计作一讨论:
1) 铜散热片
铜材之前后向挤伸比其它材料较为容易, 因此外围压扁工艺之前之料条厚度需小于零件最厚处 ( 1.36mm) 。
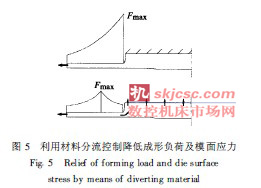
外围材料之压扁及厚度精整工艺在材料厚度精度控制上, 需考虑模面应力分布曲线产生之模具变形对其平面度及平行度之影响。其克服方式有降低接触面之摩擦系数, 包含模面抛光及润滑剂之使用;高刚性模具的采用如采用WC 材料或设置冲头压力板以分散降低应力; 另外, 材料之分流控制亦可有效降低成形负荷及模面应力, 即在外围材料受到压扁时, 材料在往内及往外两方向上皆可自由流动,如此可使中性面( 材料不流动之断面) 往外围之中央移动, 可有效降低模面应力峰值, 以获得良好的平面度, 如图5 所示。
2) 主轴马达-体型承载盘
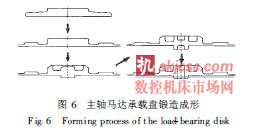
适当的材料厚度选用与锻造工艺规划相互之搭配影响整体设计的成败, 为了确保连续模的成功开发, 可进行单一工艺的试验模及计算机辅助仿真。图6 为此零件锻造成形的工艺规划, 首先利用外围毛边拘束将厚度2mm 的坯料进行体积分配, 接着进行外围承载面的成形、对心机构之成形及中孔挤伸后的冲孔, 在这些过程中, 对体积的控制必须预留可调整之空间及工位, 以确保成形至要求之尺寸。
对轴孔真圆度及表面精度的要求, 可利用冲孔工艺配合1~ 2 次刮料工序, 再配合表面精度0.2Lm之心轴进行光整精修。
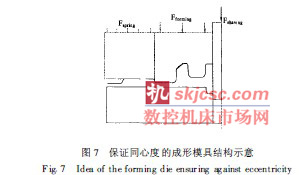
轴孔与对心机构外径之同心度要求小至0.01mm, 若分别进行成形, 则料带之定位孔及模具保持间隙之定位累积误差将超出此精度要求, 因此为了达到此同心度要求, 必须将对心机构之整形工艺与轴孔之最后刮料工艺于同一道次进行, 并配合模具加工之高同心度要求及零间隙配合条件方可达成。模具结构示意见图7 所示。
偏摆度的精度要求为0102mm, 成形机构原理和同心度成形机构相同, 利用轴孔定位后整平承载平面, 此时模具之平面度、平行度及垂直度要求极为重要。
3) 成形设备及模具加工条件
由前述对此冲锻复合成形工艺可生产产品的精度可达0.02mm 来看, 其模具之精度需求必须达±2μm, 模具零件的配合产生之累计公差亦需控制在合理范围内。而欲维持模块在高速及高成形负荷下能保持其精度, 则与其匹配之成形设备必须具备足够之精度及刚性, 非一般传统的冲压压床所能胜任。
另外, 为了使产品在厚度方向尺寸能达到高精度,而且在产量上具备稳定性, 要求压床的驱动系统采用特殊设计之多连杆机构, 具备在下死点前约30b至40b齿轮角度范围内, 上滑块只前进约0105mm,几近停止之状态。
如此搭配所代表的意义为: 当制造一高精度产品时, 必须建立一系统技术, 包含材料品质、模具设计加工组装、生产及外围设备、润滑及检测等,方能达成目标。
3 研究结果
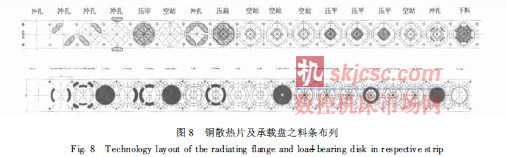
经由前述锻造工艺之规划, 再加入定位孔、系带桥带、内外型冲切等连续模工序完成连续模之料条布列设计。图8 显示此两种产品的料条布列图。铜散热片连续模包含11 道次成形工序, 成形负荷147t, 送料节距42mm。产品外观如图2 所示,几何平面度01012mm、平行度01016mm、尺寸公差0101mm~ 0102mm。主轴马达) 体型承载盘连续模共15 道次成形工序, 成形负荷120t , 送料节距44mm, 产品及剖面如图2 所示。
在设计及量产制造上有几点必须加以考虑:
1) 冲锻连续模中包含锻造工序, 其成形负荷远大于一般冲切, 尤其以压扁及有毛边锻造为甚, 因此极易引起模座受到偏心负荷而造成模座倾斜或冲头折断等不良影响, 因此可以加入空站或在适当位置辅以压扁工序以求得较为平衡之负荷分布, 另外亦可以下死点档块防止倾斜。
2) 大变形量锻造产生之变形热必须加以适当排出, 否则以连续模之生产速度( 40spm~ 60spm) 将
累积可观之热量于成形模具之上, 造成模具尺寸变大变长, 强度减弱, 最终造成模具破损及产品尺寸变化等影响, 因此必须对锻造工序施以良好冷却,方能确保量产之顺利。
3) 锻造的高压及成形新生面的产生, 皆需求良好抗压之润滑剂, 为了提升模具寿命、得到良好工件表面品质, 确保量产性, 必须选择适当之润滑剂及润滑方式。
4 结 论
本研究旨在于实际产品之开发, 建立冲锻复合成形连续模之设计及系统技术。由此可以得知未来可应用产品的尺寸变化多样性, 是以往一般冲压工艺无法达成的, 而冷锻不具成本竞争效益, 因此,需要大量稳定量产而具低成本需求的产品, 可由此工艺技术获得解决。如前所述, 世界的电子化将促使更多的产品对此技术之需求, 值得在此技术领域的工作者投入相关之研究, 本文仅在此作一抛砖引玉之举。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








