
一、引言
CA D / C A M 软件在我国机械制造业应用已经多年, 最富有经济效益或者说最能体现其必要性的方面, 当属其对复杂机加工零件的设计与数控加工编程。E U CLI D 3 是当今流行的CA D / C A M 软件之一,它尤以曲面设计造型和数控加工编程等功能强大而著名。
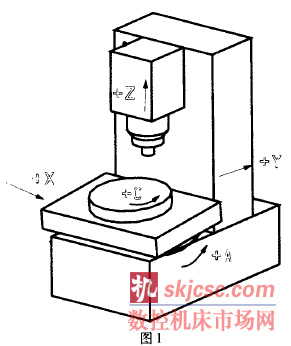
MIK R O N U M C 60 0 加工中心具有五轴加工能力, 并具有立卧转换功能, 其结构如图1 所示。这种类型的五轴机床在编程和后处理过程中非常具有代表性。如何用E U CLI D 3 编制合理的五轴加工程序? 所产生的数控程序是否正确? 在M IK R O N U M C6 0 五轴加工中心上会得到验证。显然这里面包含有极大的危险性, 整个过程的操作难点很多, 有的是不可预料的。通过在江西船用阀门厂对几个零件的加工实践, 探索到了解决此类问题的途径, 也使E U C LI D 3 软件经受了一次极严峻的考验.
二、基本原理及思想
如图2 所示, 利用E U CLI D 3 软件的C A D 模块进行零件的造型设计, 然后用C AM 模块对零件进行数控加工编程, 这样就可以得到该零件数控加工的刀位文件(C L 文件) 或APT 程序, 后处理程序结合机床数控系统的参数配置文件, .再将刀位文件或A PT 程序转化为针对该机床的数控加工程序。
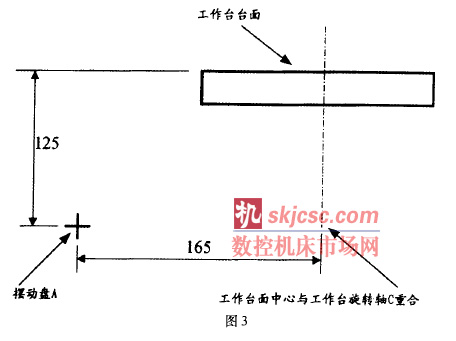
M IK R O N U M G6 0 0 立卧五轴加工中心除X 、Y 、Z 三个方向直线运动外, 还带有一个摆动盘和一个旋转工作台。摆动盘的旋转轴与工作台的旋转轴在Y 轴方向的距离和摆动盘的旋转轴与工作台台面的距离, 都与后处理产生的N C 程序正确与否密切相关。其几何位置关系如图3 所示。
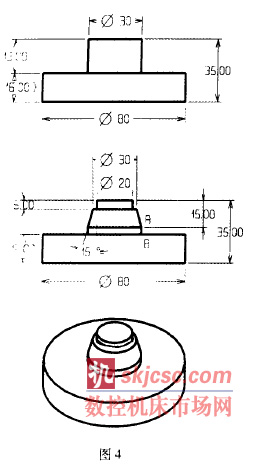
按照机床结构及参数做出相应的配置, 从而获得其加工中心H e id en h a in 数控系统的配置文件。首次使用E U C LID 3为U M C 60 0 编制加工程序之前, 可以用图4 所示的简单零件加工来检验所做的配置文件是否正确。图中上面的是毛坯, 下面的是零件。用价10 的立铣刀将价30 柱面铣成锥面(五轴加工),然后将锥的上部铣成叻20、高为5 的圆柱面(三轴加工)。加工后检测上部但0 圆柱偏心与否; 锥面下端起点位置A与功3 0 圆柱面端点B 之间的距离理论值应为4 , 测量一下实际值的误差。加工时分立式和卧式两种情况来进行。用这种简单零件的试加工证明机床配置正确时, 方-可进行较复杂的五轴加工或三轴五轴混合加工等真实零件的加工。
三、加工实例
为保证MIK R ON U M C6 0 0 五轴立卧加工中心的功能在以后的加工生产中能够得到充分发挥, 对几个加工零件均采用立卧两种加工方式。卧式加工有利有弊, 其优点是: 有的零件, 如多面体,一次装夹定位后可以加工多个面, 加工精度能保证; 排屑容易。其缺点是: 加工面朝向刀具不易观察; 刀具离工作台近, 易发生碰撞, 给机床带来危险。这就要求C A M 软件及其后处理功能相当完善(既不产生错误, 又能发现问题)。
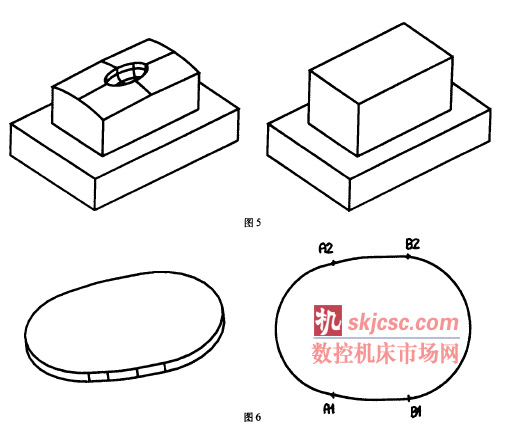
图sa 所示的零件, 顶部表面为椭圆面, 顶部中间有一椭圆形的浅凹腔, 这两个部位需要加工。毛坯形状如图5b 所示。零件顶部表面采用五轴平行平面加工, 为了真正进行五轴加工, 可使刀具轨迹与零件侧面成某一角度。凹腔部位的加工先采用三轴型腔加工, 再采用五轴清根加工出椭圆轮廓, 看看三轴加工和五轴加工的衔接是否光滑。
这样的零件在立式加工时非常容易, 三轴加工与五轴加工的衔接在CA M 编程时略有技巧, 只要方法得当, 就能保证光滑衔接。卧式加工时, 若将零件直接装夹在工作台回转中心, 因工作台台面与主轴头相互位置的限制, 零件的某些部分加工不到。若抬高零件, 则装夹后的刚度不够。将零件安放在工作台的边缘较理想, 但此时零件的坐标系也移到边缘, 需在C L 文件或A PT 程序开头加一句“T R A N S / x, y, z ” 说明偏移量, 就能确保后处理产生准确无误的N C 程序。
接着加工图6 所示零件, 其侧面是由长20 的线段绕一封闭曲线扫描而成, 该线段在沿曲线扫描时与垂直方向的角度不断变化, 但在A IB I 和B ZA Z 两段时保持角度为零不变。对此零件侧面的加工看似简单, 其实不然。选用C A M 中的“ S W A R FC U T T IN G ” 加工方式较为合适, 编程前, 在侧面的下边作一曲面, 作为被处理面(PR O C E SS S U R FA C E ),侧面作为驱动面 (D R IV E S U R FA C E ), 这样N C 程序很容易就产生了。实际力!l工时发现在A l、A Z 、B l、B Z 四点处刀具将零件各啃掉一块。检查A PT 程序后发现, A l、A Z、B Z、B I 点处刀具矢量出现跨象限移动, 例如从第I 象限走到第1 象限, 或从第H 象限走到第IV 象限。这种情况对于摆头类五轴机床不会产生任何问题, 但对于转盘类五轴机床就会产生转盘90。< C <l 80。的转动, 这种动作在五轴加工中被视为线性不好, 会产生加工表面深度粗糙的问题, 直观上类似于过切现象。解决这一问题的简单办法是在后处理程序中对该点附近的矢量进行处理。主动的解决办法是在造型时保证上述各点处的PA T C H 彼此相切。在具体处理时, 经过了若干次的尝试, 反复的分析和加工仿真。
四、结论
E U CLI D 3 C A D / C A M 一体化软件在工厂的真实环境中经受住了严峻的考验。机械制造业的机加工零件千差万别, 其加工要求多种多样, 在做设计造型和数控编程时肯定会遇到这样那样的问题, 在与具体的机床相连时更会碰到一些困难, 也会发现前边设计和编程中存在的错误。通过这次实践, 学到了不少知识, 为如何正确使用E U CLI D 3 CA D / CAM 一体化软件编制复杂五轴数控机床的加工程序积累了宝贵经验, 希望与同行继续探讨。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








