
刀具和模具制造方面的用户为了保持竟争能力, 希望机床具有超出平均水平的生产率和精度。Fo o ke 公司把市场的愿望和现代技术实现的可能性结合起来,以便进入机床制造的新时代: 一切都为采用直线电动机而重新研制和设计。
E n d u ra 9 0 0 lin e ar 集功能与刚性于一身, 达到了超出平均水平的生产率和精度。新机床是在原先五轴加工中心系列的基础上研制的, 自1994年以来, 该系列的加工中心主要用于航空和宇航、轨道交通技术、汽车技术、刃具和模具制造以及样机制造等行业。为了研制出先进的未来产品, Fo ke 公司开始做了一些基本调查。提离舰床的生产率最初收集到的信息是, 用户对未来希望什么, 市场已经能够提供何种解决方案, 才能找到普遍可行的进军方向。机床制造专家们发现, 用户认为未来最重要的是明显提高机床的生产率: “ 不管你们怎样做, 请你们首先考虑到, 我们的工件要比目前更快地从机床里加工出来, 而且至少要保持和目前同样的质量。” 为了满足这项要求, 为了在动态性能和生产率方面真正实现飞跃, 采用传统的驱动技术是行不通的。只有采用创新型驱动方案, 也就是线性技术才能有出路。初步考虑当然是把直线电动机安装在现有的机器结构上。不过, Fo ke 公司很快就发现, 这样对设计帮助不会太大, 因为旧式机床结构对于高动态性能的新型电动机来说太软了。
有了这些认识之后, 专家们清楚地知道, 他们必须另走一条全新的路。
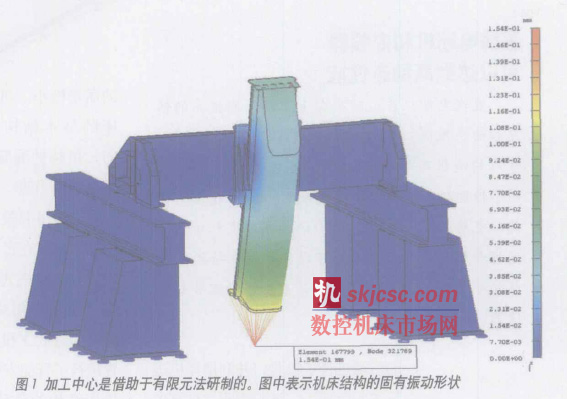
Fo o ke 公司为此找到了伙伴,这些伙伴可以对自己的经验加以补充。这些伙伴是F o o k e 公司在G e lse n kir eh e n 大学B o e h o lt 分校以及西门子公司找到的。在着手进行设计工作之前, 提出了许多原则上的考虑, 从机床在物理上的基本任务到底是什么的问题开始。最后对这个问题给出了这样的答案: 机床是在空间里运动着的一个旋转对称体, 比如钻床或铣床。然后可以提出这样的问题: 我以何种质量来在空间中运行这个旋转对称体理论上可以用手来做(手持式钻机), 也可以用手动机器来做, 可以用机器人或者用C N C 铣床来做。假如现在把这种物理上的作用原理同客户的要求结合起来, 就形成了生产力极高的五轴C N C 加工中心的基本方案。为了找到最佳的结构和最佳的组件, 就对结构的刚性、马区动的刚性以及来自控制器的动作引导智能做了一些考虑。作为定性评价参数选用了调节质量,也就是K V 系数。在这个位置上,研制小组对三种影响因素之中的每一种因素分别进行了观察, 最后又把它们全部放在复杂的模拟中做了综合观察。他们借助有限元法(图l) 进行工作, 后来又利用这种方法取得的结果继续在MaU习ab 工作。在此期间又纳人了电气性能, 借助仿真对基本结构进行了优化, 使因有频率最终与目标参数相符合。
G a n 妙结构的龙门式挤床于是, 研制班子决定造一台样机(X = 2 《X洲) m 们。, Y = 2 《X刃m rn , Z= 1 2(X) 耳田1), 利用样机对数学模型宜绷电动机和变颇铃可以达到高动态性能直线电动机在运动导向上可以达到极高的精度和动态性能。和S im ot lri ve一6l lD 型变预器一起,可以构成机床的最佳粗劝系统。其主要特点是:动态性能极高, 运行速度达吕加耐由加: 精密度极高, 电动机最大力可达Zm o N . 水冷有利于热德定性和较高的负待. 而且可以保护机床结构不受热传手的影响, 直接驱动栩合无需中间环节如变速器、主抽和离合器。直绷电动翻,它和5加。山此心矛ID 型变级器的质量进行了检验, 并利用样机进行了实际加工。试验表明, 计算出的数值以及测得的数值相互符合,仅差1 一2 H z 。因此, 模型无论当时还是现在都非常接近实际。
从所有这些前期考虑和计算中设计出了一台G an try 结构的门式铣床: 在这种结构方式中, 运动以固定。对塔式门、Y轴和Z 轴在重量、刚性和减震方面进行了优化。驱动X、Y和Z 轴的线性驱动装置进行了智能安装, 结果使作用于机床结构的负荷(重量和磁吸引力) 达到了最小。所有导轨全部制成了预应力滚柱导轨(IN A )。
各个具体的机床型号如En d u ra 904、90 5 和906 lin e ar 之间的区别首先在于铣头和高频主轴。
E n d u ra 90 4 lin e a r 目前采用轻型铣头, 转数为2 。汉万lnlin, 扭矩为30 N m 。铣头在轴上的旋转速度达20 r 俪n 。此外, 视客户的要求不同, 机床还可配备自动换刀器、工件装卸系统、微量喷淋计量系统、湿式工作的冷却剂系统、刀具和工件测量系统、灰尘和切屑清理装置、夹紧系统以及噪声保护装置。用户可以在标准程序中选择不同运行路径的机器, X 轴方向可达2 0 m , z 轴方向达4 m J 轴方向达Zm 。
F o o k e 公司在E n d u ra g (X) lin e ar 系列的电气配置上与西门子公司进行了极为密切的合作, 把设计工作最终委托给西门子公司, 包括开关柜的制造。驱动则采用了IFN 3 型(图2 ) 直线电动机, 旋转轴装配了IFT 6 系列伺服电机。二者均采用S im o d ri v e 一6 llD 变频器进行驱动。

控制器选用的是Si nu ln e rik 84D 加N C U 57 3. 5 , 目前, 这是硬件装备的旗舰。外围设备采用分散式结构, 通信则采用n 旧6 bu s D B 总线。
整台机床, 包括操作人员全部采用西门子自备的安全技术s a f e t y肠te g ra te d (Le v e ll) 加以保护纷性轴供璐行翻达65 m ls最后再看一看实际的功率。
新技术为用户带来了什么? 首先是可以确认, 所有3 条线性轴都可以用高达65 m ls 的快速行程进行运行。其次, 动态性能比常规驱动的机床高出3 倍。生产率因此可以提高大约35 % 。单位时间/ 切屑量达到了可观的5 500 e m 3 (铝)。以取样件为例, 用传统的C N C 铣床加工这样一个工件需要1 m in , 而用E n d u ra 9 0 0 lin e a r 则仅需6 m in分钟, 这表明了技术数据在实践中意味着什么。而这种生产率数值并不以损失精度为代价: 调节回路的加强(K v 系数), 在传统机床上一般在l 一3 m / (m in , m m ),而新研制的产品则提高到了s m / (m in . m m )。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








