
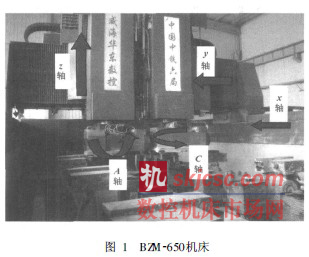
伴随着我国高速铁路的快速发展, 我国陆续从国外引进了一批先进的高铁生产技术, 博格式轨道板预制技术便是其中一项, 其中轨道板打磨在博格技术中占据举足轻重的位置, 因此打磨机正常稳定的生产是保证生产工期的关键因素。BZM-650是博格式轨道板专用数控磨床, 机床采用SINUMERIK 840D五轴联动CNC系统, 见图1。
生产过程当中, 打磨机经常会出现一些意外的事情, 例如: 某一轴的编码器报警、原点开关位置改变、探测头位置改变或者测量轴受撞等, 这种情况下机床将会加工出不合格的产品。这时只有对机床进行重新测量, 对打磨机机床配置文件内的参数进行重新设置, 才能继续生产。为保证加工出合格的工件, 机床必须能够对工件进行准确的定位, 那么探测头就成了机床与工件之间建立联系的纽带。作者主要探讨的是如何确定探测头与主轴中心之间、探测头和刀具之间的相对距离等。为确定以上参数, 同时还要保证机床各轴在零位情况下, A、C 轴要完全垂直于x 轴。
1 各轴测量原理与方法
1.1 A 轴方向的测量
绕x 轴旋转的轴叫A 轴, 在零位情况下A 轴要完全垂直于x 轴, 也即主轴的中心线要完全垂直于x轴。这里作者选用WISS 电主轴, 因主轴是一个实体, 取其中心线是不可行的, 但从主轴的加工情况来看, 主轴的平行度、平面度以及粗糙度都控制在0.01 mm 以内, 因此只需在主轴表面测量即可。测量方法: 把千分表底座固定在支架上, 在主轴底面清出一长段(最好与主轴等长) 较干净的区域,最短距离不少于600 mm, 调整千分表与主轴的距离,千分表测头对准测量区域并顶上, 使千分表偏转一定的角度。当主轴在y轴方向上来回运动时, 千分表偏转的误差控制在0.03 mm 以内最好。若偏转误差太大, 应对A 轴零点进行调整, 假设偏转角度为φ, 由tanφ= △z /△y, 可以确定偏转角度φ的值。在机床轴MD设置中对A 轴零点参数进行补偿并生效后, 对A轴重新归零, 再次进行测量, 直至偏转误差控制在0.03 mm 以内。
1.2 C 轴方向的测量
绕z 轴旋转的轴叫C 轴, 在各轴都处于零点情况下, 要求C 轴也要垂直于x 轴, 同样的道理对C 轴的测量理论上要测量主轴的中心线, 即测量主轴表面。见图2。
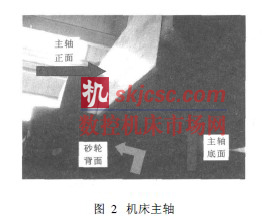
测量方法: 把千分表底座固定在支架上, 在主轴正面清出一长段(最好与主轴等长) 较干净的区域,最短距离不少于600 mm, 调整千分表与主轴的距离,千分表测头对准测量区域并顶上, 使千分表偏转一定的角度。当主轴在y轴方向上来回运动时, 千分表偏转的误差控制在0。03 mm 以内最好。若偏转误差太大, 应对C 轴零点进行调整, 假设偏转角度为, 由tanφ= △x /△y, 可以得到偏转角度φ的值。在机床轴MD设置中对C 轴零点参数进行补偿并生效后, 对C轴重新归零并再次进行测量, 直至偏转误差控制在0.03 mm 以内。
1.3 y 轴方向的测量
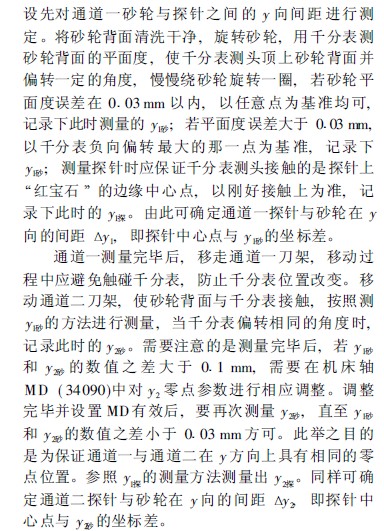
为保证砂轮能够准确地磨削承轨台, 需要知道探针中心与刀具(砂轮) 之间的相对距离。由于砂轮背面较为平整, 通常用千分表来测砂轮背面。探针底部是一球体, 俗称“红宝石”, 见图3。测量时它与轨道板直接接触, 因此由“红宝石” 的直径为6 mm,通过测量探针上“ 红宝石” 的边缘中心点, 可算出探针中心与砂轮背面的相对距离。
测量方法: 首先测哪一通道均可, 这里作者假找
质量数据。因此通过对机床C 轴刀架间距(y 向) 进行测定, 保证小钳口内外侧具有合适的磨削量也就显得尤为必要。
测量方法: 首先在C 轴零度位置处, 将砂轮背面清洗干净, 缓慢移动刀架, 使千分表测头顶上砂轮背面并偏转一定的角度, 并在测量位置作下标记, 同时记下此时的y0 坐标和z0 坐标; 移开C 轴刀架, 移动过程中保证千分表位置不会改变, 同时固定另一千分表使其测头与初始千分表测头刚好轴向接触为准,移开初始千分表并将C 轴旋转180°, 运行机床至z0坐标, 使千分表测头顶上砂轮背面(左右标记的点)并偏转相同的角度, 记下此时的y180坐标, 则C 轴刀架间距Cy = 0.5 × (y0 - y180 )。
2 结束语
通过生产实践, 探讨了BZM -650数控机床的测量方法。这种数控机床的测量方法, 提高了数控机床维修工作的快速性与针对性, 为生产任务的顺利完成提供了设备保障.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








