
利用压缩空气作为传递动力或信号的工作介质, 将机械、液压、电气、电子( 含PLC 控制器和微电脑) 等综合构成控制回路, 配合气动元件, 按生产工艺要求的顺序、条件动作的自动化技术, 称为气动自动化控制技术.
气动自动化系统最终以气动执行元件驱动各种机构完成特定的动作. 气动执行元件和各种常用机械机构组成的气动组合机构能实现各种平面或空间的、直线或回转的、连续或间隙的运动. XST 型气动分度盘就是基于上述开发思路并参阅相关文献资料[ 1, 2] 而设计的新颖自动间隙回转装置.
1 XST 型气动分度盘结构原理
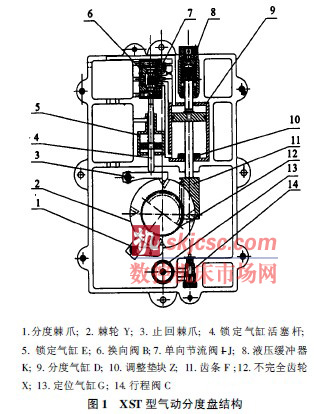
旋转分度是传送工件的主要形式之一. 在旋转分度盘上, 只需将工件进行一次定位和装卸, 就可以完成两个以上、直至20 多个加工操作, 可使整个加工工序的进给功能减少到最小. 作为加工设备集成化的基本单元, 旋转分度装置在工业生产中得到了广泛的应用, 且能适应电力、液压、气压、机械传动等多种动力驱动方式. XST 型气动分度盘就是将气压驱动与机械机构传动巧妙组合、完成回转分度功能的一种进给装置, 它特别适用于自动装配线和包装机械中需间隙分度的场合, 其结构如图1 所示.
1. 1 总体结构
由图1 可见, 分度装置壳体中内置下列气动元件: 分度气缸D、锁定气缸E、行程阀C、换向阀B、液压缓冲器K、单向节流阀I-J. 齿条F 与缸D 活塞杆一体,F 与不完全齿轮X 相啮合, X 与棘轮Y 处于同一回转中心但分别支承在轴承的内外圈上, 分度盘固联在棘轮Y 上. 此外, 在分度装置中嵌装了一个定位气缸G.
1. 2 动作原理
图1 所示的为分度盘初始状态, 二位四通阀B未接收到输入脉冲信号, 工作气压经阀B 下位至气缸D 下腔, 活塞杆( 齿条) 处于向上抬起位置.若阀B 接收到输入信号, B 换向( 上位) , 气缸D下腔中的气经阀B 上位排出; 同时, 工作气压经B上位打开单向节流阀中的单向阀I 后分3 路: 一路进入单作用气缸E 上腔, 使E 的活塞杆锁定棘爪3,也即锁定分度盘; 一路进入双作用气缸D 的上腔,使D 的活塞带动齿条F 向下移动直至压下行程阀C顶杆, C 打开( 上位) ; 此时经阀B 后的工作气压另一路经C( 上位) 至B 的下控制腔, 使阀B 复位( 下位) .这样, 双作用气缸D 上腔气体经节流阀J 从阀B( 下位) 排出, 缸E 对棘爪3 的锁定解除, 经阀B( 下位)进入缸D 下腔的工作气压使活塞带动齿条F 上移,棘轮( 回转盘) 转动, 完成一个分度动作.
单向节流阀中的节流阀J 用于控制分度时缸D上腔的排气速度, 也即控制分度速度. 液压缓冲器K与缸D 串联, 保证分度动作平稳, 无刚性冲击. 定位缸G 利用带锥面的插销保证分度盘分度后的定位精度, 插拔销动作由一个电磁换向阀H 控制( 见图2) .
1. 3 气动控制系统
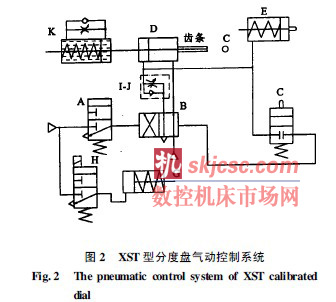
图2 所示为该分度装置的气动控制系统. 图2中二位三通阀A 和H 是安装在装置壳体之外的. 阀A 的阀芯工作位置由输入的脉冲信号控制, 该阀是用于控制阀B 的工作位置的. 其它各元件作用均已在上述分度盘动作原理中阐明.
2 XST 型气动分度盘结构特点
XST 型气动分度盘结构新颖、紧凑、巧妙, 具体体现在3 个方面.
2. 1 嵌入式气动元件的集合
由图1 可见, 绝大部分气动元件如分度气缸D、锁定气缸E、定位气缸G、液压缓冲器K、行程阀C、换向阀B、单向节流阀I-J, 安装形式均采用嵌入式,且都置于装置的同一壳体内. 部分通气管路也置于壳体内. 这样, 既使整个装置结构紧凑, 也有利于密封、防泄漏和减少压力损失. 虽然这给装置的壳体加工带来复杂性, 但目前内腔加工工艺十分成熟,不会给加工带来多大困难, 且能保证加工质量.
2. 2 气动元件与机械机构的巧妙组合
1) 分度缸D 的活塞杆下部即为齿条F, 通过该齿条与齿轮X 的啮合带动棘轮Y 回转, 实现分度盘的分度动作, 即由气动执行元件驱动机械传动机构. 分度量由齿条( 即活塞杆) 行程决定.
2) 由于齿条F 随活塞上下移动, 不完全齿轮X随之正反向旋转, 而棘轮Y 的分度动作只能是单向 ( 逆时针) 转动, 故设置了止回棘爪3. 该棘爪是由单作用缸E 活塞杆的下压起锁定作用的, 即由气动锁定. 这点与一般机械上的棘轮机构也明显不同.
3) 行程阀C 用于控制换向阀B 的换向, 而行程阀C 的开启由齿条F 下行( 辅助运动, 上行才是分度运动) 至行程终了时压合完成; 而齿条的运动又由气缸D 完成, 故这一过程中实现了气压与机械之间多次的控制转换和能量转换.
在设计中把气动元件与机械机构、气压传动与机械传动巧妙组合, 能使机构设计简化、结构轻巧,能很好地完成各种特定动作, 实现各种功能. 2. 3 分度角度( 分度数) 的调节和分度定位棘轮Y 一次回转的角度由齿条F 的行程, 即缸D 活塞的行程决定, 而活塞行程通过调整或更换缸D 内的垫块Z 来实现( Z 由两半圆柱面组成) . 所以,该装置配合更换部分零件不仅能进行标准分度数4的分度, 而且能实现标准分度和专用多重分度点数之间的互换.
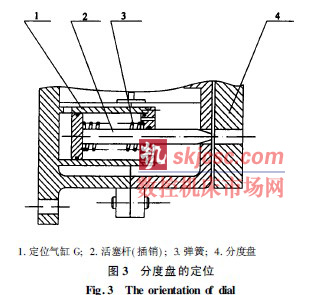
为了使分度后顺利、准确定位, 设置了一单作用定位气缸G. 见图3, 活塞杆2 的运动配合分度缸D 活塞的运动, 在分度前让定位销从分度盘4 中拔出, 分度完成后插入; 销子前端制成锥形, 这样不仅有利于插拔销动作, 且能保证定位精度.
3 主要设计参数的确定
根据工作情况, 设定工作气压为0. 6 MPa. 实际工作中, 在气缸直径一定的情况下, 往往通过调整工作气压来适应负载的变化, 故该处的0. 6 MPa 只是适合一般供气压力的一设计参数.
3. 1 双作用气缸D( 分度缸) 的设计计算
取分度齿轮的齿数z 1 = 28, 模数m = 2. 5 mm,则齿轮分度圆直径d 1 = m z 1 = 70 mm; 设需传递的扭矩M = 50 Nm, 则气缸上的工作负载F = 2M/ d1= 1 428. 57 N.
根据活塞受力平衡条件, 气缸上的工作负载为
F = [ pP( D2 - d2) / 4] – Fz
式中: Fz ) 总阻力( 由运动部件惯性力、背压阻力、密封处摩擦阻力等构成) ; D ) 缸内直径; d ) 活塞杆直径; p ) 气缸工作压力.一般Fz 可以总阻力损失系数G 的形式计入公式, 则
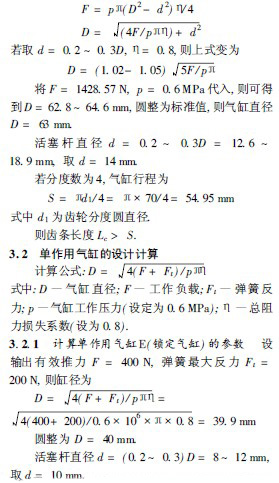
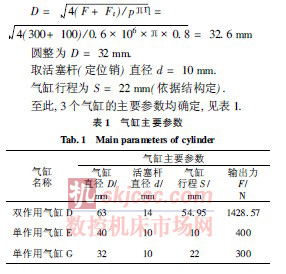
气缸行程为S = 10 mm( 依据结构定) .
3. 2. 2 计算单作用气缸G( 定位气缸) 的参数
设输出有效推力F = 300 N, 弹簧最大反力Ft =100 N, 则缸径为
4 分度精度的保证和提高
各种类型、各种驱动和控制方式的分度盘的关键技术之一是提高和保证分度精度, 这样才可能进入需要精密分度的应用领域, 提高产品的价值和生命力; 对精密分度技术的研究和应用开发在国内外都是热点. 然而, 由于空气的可压缩性, 较难实现分度运动的平稳性, 故气动分度精度的提高有一定难度, 也限制了它的应用范围.
本分度盘的设计中, 设置了定位气缸G 且采用锥形定位销, 又由液压缓冲器保证分度动作的平稳, 实现了± 0. 03 mm 的定位精度要求.要进一步提高分度精度, 提升分度装置的应用价值, 对照国内外精密分度技术, 除了一些常规技术手段以外, 关键是解决终端位置的精确检测和控制. 在传感技术成熟发展的今天, 结合气动技术, 可采用各种非接触式气动传感器( 如背压式传感器、反射式传感器和遮断式传感器) 来作位置检测, 其输出信号可直接或经放大驱动控制元件和对误差进行实时修正. 应用高精度的气动伺服定位系统也是研究开发的方向.
5 缓冲方式的选择和比较
本分度装置采用与分度气缸D 串联安装的液压缓冲器K 来实现缓冲. 在气缸D 活塞带动齿条向上运动时, 液压阻尼器K 发生作用, 阻尼器活塞上的单向阀关闭, 液流从内部的节流阀通过; 同时弹簧亦吸收部分动能, 从而保证了缸D 活塞带齿条在无刚性冲击下缓缓上移, 分度盘平稳回转完成分度动作.常见的缓冲方式有4 种.
5. 1 内部缓冲
内部缓冲是在气缸内部设置缓冲装置. 活塞头部带有缓冲凸台, 气缸端部内置凹腔. 当活塞行程至凸台进入凹腔时, 气缸右腔的气只能通过凹凸间的空隙排出, 活塞就开始减速( 参见图7) . 这种缓冲方式在某些标准气缸上也能见到. 缓冲效果与合适的间隙量有关.
5. 2 外部缓冲
外部缓冲是在机构上加弹簧缓冲器、液压缓冲器等. 弹簧缓冲器是利用弹簧压缩产生的弹力来吸收机械能, 其结构简单, 但缓冲效果较差, 可用于低速、轻载场合. 有时在机构行程终端加厚的橡胶弹性垫, 其原理与弹簧缓冲器工作原理一样. 液压缓冲器能承受高速冲击且缓冲性能好, 故应用较多,其形式虽有多种, 但原理都是靠小孔产生阻尼及弹簧吸收能量.
图4 所示是一种多孔固定式液压缓冲器. 当负载撞上缓冲器活塞杆时, 活塞向左运动, 活塞左腔高压油经小孔流向活塞右腔. 外力去除后, 活塞在油压力和弹簧力作用下返回右端. 这类缓冲器也可做成可调式的, 内部设置调节杆用以调节小孔节流面积, 从而改变缓冲能力. XST 型气动分度盘采用的缓冲装置基本属于这一种.
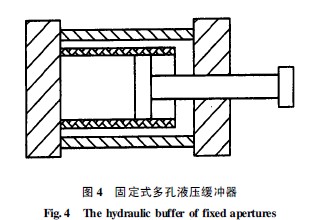
图5 所示为另一种类的可调液压缓冲器, 调节压力控制阀的开度就可以控制缸右腔液体流动阻尼的大小, 从而调节缓冲能力.
5. 3 回路缓冲
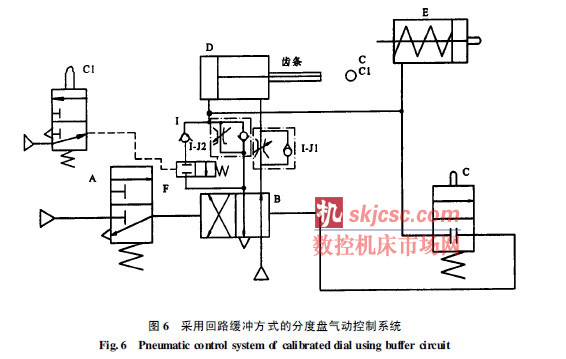
回路缓冲是在气动系统中采用缓冲回路, 使工作气缸活塞行程到位前减速, 从而避免冲击. 这种借助回路实现缓冲的方法不增加气缸设计和机构设计的复杂性, 只要是对缓冲没有特殊要求的场合均能采用. 图6 即是采用回路缓冲方式的分度盘气动控制系统.

与图2 相比, 在该控制系统中增加了二位三通行程阀C1、二位二通单气控阀F、单向阀I 及单向节流阀I-J1. 其缓冲原理为: 齿条上行( 分度) 的速度由进气路上的I-J1 调节, 分度气缸D 上腔( 左腔) 的气可经单向阀I、阀F 右位( 因此时C1 是压合位置) 、再经阀B 右位排出; 当行程快到位时, 因C1 已放开, 控制气压经C1 下位至阀F, 使F 以左位接入,此时气缸D 上腔( 左腔) 的气只能通过I-J2 中的节流阀、再经阀B 右位排出, 故排气阻力增加, 实现减速缓冲. 此外, 因为采用了回路缓冲方式, 故去掉了液压缓冲器K.
5. 4 联合缓冲
为了增大缓冲效果, 可以既在工作气缸内部设置缓冲、又在机构外部安装缓冲器. 图7 所示的气动直线送料机构即采用了此种缓冲形式. 送料气缸1内部设置了缓冲装置, 当活塞上的缓冲套2 进入缓冲凹腔时, 排气阻力增大, 活塞速度变慢, 实现第一步缓冲; 在行程终端设置了外部缓冲装置, 挡块6 进行粗略定位调整, 挡块7 按精确定位要求调整好与6 的位置后用螺母5 锁紧, 当行程接近送料长度时,送料块4 压着外部缓冲气缸9 的活塞杆8, 使它退回, 直至精确定位挡块7, 实现第二步缓冲和送料的准确定位.
联合缓冲方式适用于对执行元件( 如气缸) 的动作平稳性要求特别高及要求精确定位的机构中.
6 结 语
QST 型气动分度盘采用气动控制技术, 将气动执行元件和常用机械传动机构巧妙组合, 实现了间隙回转分度的功能, 该设计作为一新颖实用技术在生产实际中得到了应用.
该产品的后续研究开发重点是: 应用精密分度技术, 大幅提高分度精度和实现抗干扰的平稳分度; 为实现标准化和满足互换性要求, 安装可互换的分度板或挡块, 使它能实现若干个标准分度步数 ( 3, 4, 6, 8, 12, 24) , 也可实现多重分度点数的分度.只有这样, 才能增加产品的科技含量, 提升其应用价值, 拓展应用领域, 实现产品真正意义上的更新换代.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








