
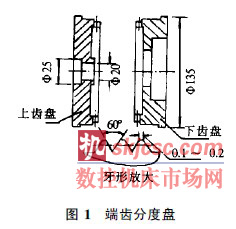
端齿分度盘的结构如图1所示, 它主要用于精密的角度计量与精密分度加工。
1 端齿分度盘分度的优点
1. 1 分度精度高
经过精密研磨的端齿分度盘可以消除齿形不对称误差, 增加端齿盘的实际啮合齿数及接触面积, 提高分度精度, 可使分度精密度达±0. 1″。
1. 2 分度范围大
端齿分度盘的分度齿数可以任意确定,以适应各种分度需要。
1. 3 分度精度稳定
端齿分度盘的分度精度可长期保持稳定, 而一般分度装置的分度精度随着分度元件的磨损, 其分度精度也随之降低。端齿分度盘在使用过程中却相当于上下齿盘在不断地对研, 因此使用时间越长其上下齿盘啮合越好, 分度精度也越稳定。
2 端齿分度盘的分度误差计算
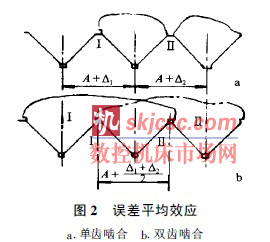
端齿分度盘实际上相当于一对齿数相同的离合器的啮合, 制造时工艺上需保证上齿盘的齿形与下齿盘相同。如图2a 所示的端齿盘局部啮合简图中, 假设上齿盘为一个齿, 下齿盘单个间距为A + $1、A + $2、⋯, 则分度误差分别为$1、$2、⋯。若上齿盘为二个齿,并由图2b( Ⅰ) 至( Ⅱ) 完成一个分度工序, 则其单个分度间距为( A + $1+ A + $2) / 2= A+ ( $1+ $2 ) / 2。单个分度误差为( $1+ $2) / 2。可见, 在分度盘精度相同的条件下, 采用两个齿对定所产生的分度误差是齿盘上相邻齿分度误差的平均值。由此可得, 具有Z 个齿的端齿分度盘的实际分度误差$A 为齿盘单个分度误差的平均值, 即:
![]()
式中:
Z—端齿盘齿数;
△α—单个齿分度误差。
端齿分度盘就是利用多齿分度的误差均化原理来减小分度误差, 以提高其分度精度。
3 端齿分度盘基本参数的选择
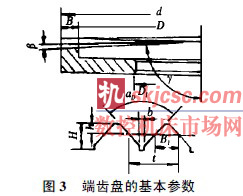
齿形为三角形的刚性端齿分度盘基本参数如图3 所示。
齿数Z 可根据分度盘的每次分度角度H值来选择。首先, 根据H值计算出最少齿数Zmin , 即:
Zmin= 360°/θ
如果Zmin值足够大, 则取实际齿数Z 等于Zmin ; 如果Zmin较小, 则影响端齿分度盘的分度精度。这时应适当增加其齿数, 即:
Z= n·Zmin
式中:
n—大于1 的整数。
常见的齿数有240、300、3 60、4 80 等。此时分度盘转过一个齿的转角θ为:
![]()
当分度值为H角度, 分度盘应转过ZQ 个齿, 即:
端齿盘直径d 可按分度装置的大小和齿数Z 的多少而定。齿形角AD 常用60°,也可选90°。
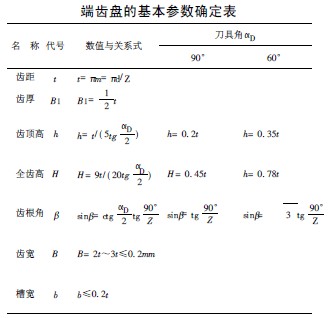
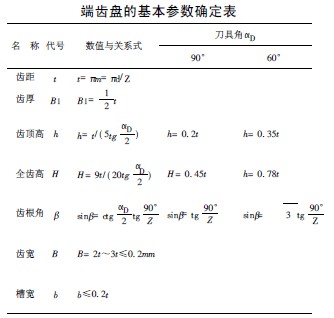
端齿分度盘的其它基本参数可按下表确定。
4 端齿分度盘的制造
4. 1 齿形的切削加工
对于直齿端齿分度盘, 为了保证齿宽方向的啮合质量, 必须正确计算加工斜角B值, 即加工时调整端齿分度盘回转中心与工作台的倾斜角C, 以保证端齿分度盘大端和小端的齿厚分别与齿槽的大端和小端的齿槽宽度相等。其倾斜角C= 90°-B( B 为齿根角) 。
端齿分度盘的齿形经过铣齿和磨齿以后, 为了提高分度精度, 需再进行研磨。
4. 2 端齿分度盘的研磨
端齿分度盘的对研可以消除齿形不对称误差, 增加端齿盘实际啮合齿数及接触面积,提高其分度精度, 精研后其分度精度可达±0. 1″。
齿盘的粗研粗研前, 齿盘经过磨齿预加工, 分度精度为15″~30″。
研磨时先涂敷W28研磨剂粗研, 随着精度的提高, 逐级减细研磨剂至W10。研磨压力为80N, 采用大角度对角易位对研法, 使上下齿盘各齿都有相同的机会接触, 减少齿距误差, 提高齿盘啮合圆的平面性。
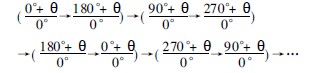
粗研以四点易位对角研磨法为主( 六点易位对角研磨法为辅) , 即上齿盘0°、90°、180°、270°分别对准下齿盘0°对研, 然后再转过任意角度H角继续对研, 其过程为:
4.21齿盘精研
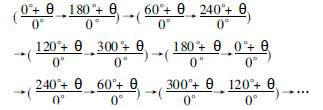
精研以六点易位对角研磨法为主( 四点易位对角研磨法为辅) , 其过程为:
精研时, 用粒度W7 左右的研磨剂, 研磨液不要加得太多, 研磨压力为50N, 并且控制上齿盘往复运动距离在0. 2~0. 3mm 内。
4.22齿盘的跑合研磨
当分度精度达到±0. 2″时, 清洗齿盘, 并只加少量润滑油和煤油进行跑合研磨, 以降低表面粗糙度值和增加精度稳定性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








