
1 鼓形齿轮加工原理
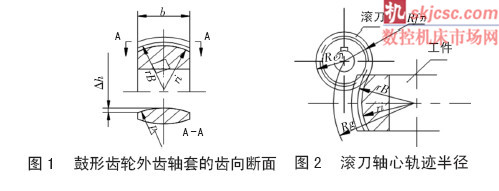
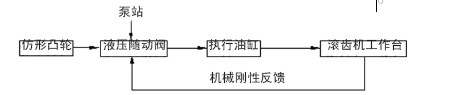
鼓形齿轮外齿轴套的齿向断面(图1 中A-A)呈鼓形状。在滚齿机上加工这种鼓形断面齿形是利用变位齿轮原理,将齿轮的节线面做成圆弧,称为原始齿廓位移圆(其半径为rB)。鼓形齿轮可看成是由无数变位系统逐渐变化的负变位齿轮薄片叠合而成,齿宽中点截面变位系数为0,在滚切加工时,只要保证滚刀分度圆沿着原始齿廓位移圆弧rB 滚动即可,为此就需要使滚刀轴心按照半径为Rg 的圆弧轨迹运动(见图2)。Rg 的尺寸按下式计算(参看图2):
![]()
ri 为工件齿根圆弧半径;
Rf 刀为滚刀分度圆半径;
Re 刀为滚刀顶圆半径。
按上述原理实现鼓形齿轮的加工方法有:机械靠模法、电跟踪仿形法、液压仿形法。本文主要介绍用液压仿形法加工鼓形齿轮
2 液压仿形装置工作原理及主要结构
在液压仿形装置中,是用一专用凸轮作为随动系统的信号输出装置,当滚刀随刀架滑座匀速向下垂直进给时(逆铣)通过液压随动系统控制工件跟随工作台连续地径向切入或切出,从而控制滚刀轴心严格按照Rg 的圆弧曲线运动,这样就保证了滚刀按照鼓形齿轮的节线圆弧rB 进行滚切加工。图3 是滚切加工鼓形齿轮液压随动系统工作原理方框图。
该系统是由执行油缸、进给丝杆、随动阀、仿形凸轮、挂轮以及供油部份等组成。执行油缸固定在Y3180 滚齿机的床身上。油缸活塞与进给丝杆成一体,通过丝母带动工作台作往复纵向移动,即在液压仿形滚切鼓形齿轮时受控(随动)运动,并与滚刀架的匀速垂直运动相结合,使滚刀轴心相对于工件在垂直平面内形成所要求的圆弧运动轨迹,即Rg 的圆弧轨迹。图4 为Y3180 型滚齿机滚切鼓形齿轮的液压仿形装置的液压系统工作原理图。
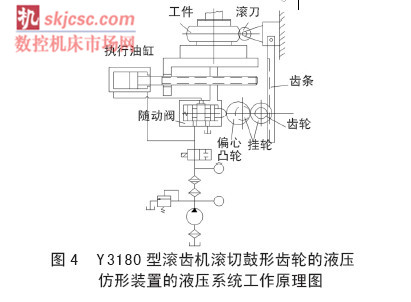
随动阀是一机械液压控制,零开口双边控制滑阀。随动运动速度的大小是由随动阀控制。其阀座安装在工作台滑座下部,可随工作台一起纵向移动,而阀芯通过其上的触头由仿形偏心凸轮控制,可在阀座内轴向往复运动。阀芯相对于阀座的轴向往复运动改变了随动阀开口的大小,控制由油泵经随动阀送入执行油缸的压力油的压力及流量,从而控制了油缸活塞的方向及速度,使工作台的运动满足相对于滚刀在径向作仿形滚切工件运动。
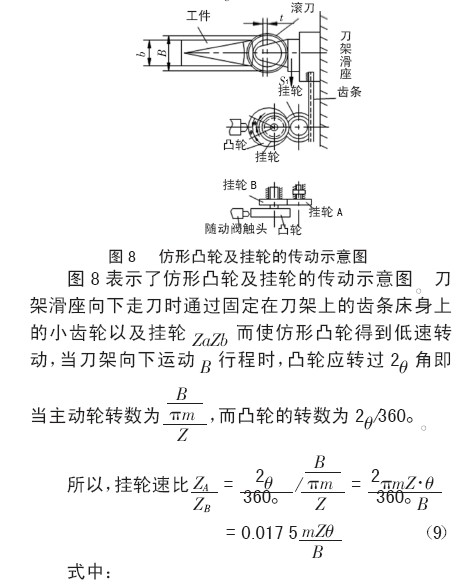
仿形凸轮的支座固定在床身的前面。刀架的垂直进给运动通过固定在刀架滑座上的齿条轴、小齿轮及仿形挂轮Za 和Zb,使仿形凸轮得到需要的旋转运动。由于偏心凸轮工作曲面的作用,使得随动阀芯得以在阀体内作轴向的往复运动,并可通过调整仿形挂轮的速度及更换偏心凸轮来适应各种鼓形齿轮的不同齿面鼓度的要求。
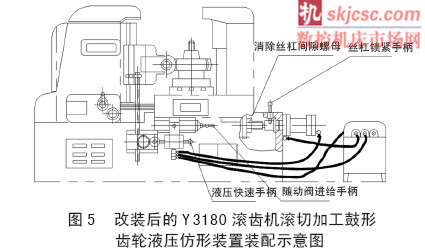
液压仿形装置的系统刚度是影响系统仿形精度和稳定性的重要因素。在机械传动中丝杆螺母间的适当间隙是必要的,但在仿形装置中这一间隙的存在将会大大降低系统精度,严重时会导致系统振动,失去稳定性而不能正常工作。丝杆上的锁紧螺母就是用来在进行液压仿形加工时,锁住丝杆与螺母,消除其间隙的。图5 为改装后的Y3180 滚齿机滚切加工鼓形齿轮液压仿形装置装配示意图。
采用液压仿形,随动阀触销在凸轮上的接触压力很小,仅为0.15 ~ 0.2 MPa,因此凸轮不易磨损,能长期保持精度。由于液压随动系统具有刚性大,反应快及工作灵敏度高等优点,机床工作台在执行油缸的推动下可以极低的仿形速度运动且能平稳的工作而不爬行。平均仿形随动速度仅为0.02 ~ 0.04mm/min,这就保证了装置的运动平稳性,加工出来的齿面光滑齿形正确。这在其他类型的鼓形齿轮加工装置是难以达到的。经过生产实践证明,该装置工作可靠,操作方便,加工出的鼓形齿轮精度高。
改装后的机床除能加工鼓形齿轮外,仍保留了原有机床的加工性能,加工鼓形齿轮时只需放松丝杆锁紧手柄并拧紧消除间隙的螺母然后启动液压系统就能进行液压仿形加工。若需进行一般常规齿轮加工,也只要切断液压仿形系统的油泵电源并用手柄锁住丝杆。放松消除间隙的螺母,机床的进给传动链就恢复到原状态,机床的其余操作和正常操作完全一样,改装后的机床为多功能性机床,适合于单件小批生产。
3 液压仿形装置的仿形挂轮计算在滚切鼓形齿轮时,仿形装置的挂轮应适应所加工的齿轮的原始齿廓位移圆半径rB 及齿宽b 的要求。即
![]()
在本装置中采用了一组16 个挂轮可基本满足一般鼓形齿轮的加工,参看图6
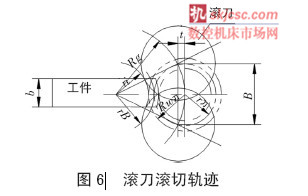
滚切加工时滚刀轴心沿半径等于Rg 的圆弧轨迹运动。Rg 应满足如下方程:
![]()
为了将齿轮全齿宽b 完整地切出来,这时滚刀轴心沿Rg 圆弧所走过的弦长应为B:
![]()
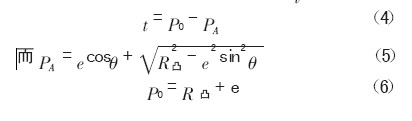
很显然弦长B > b,弦长B 即是滚刀沿立柱导轨垂直走刀的行程,为了得到正确的齿面鼓度,滚刀在液压随动阀的控制下,其径向切入应为弦高值t:
![]()
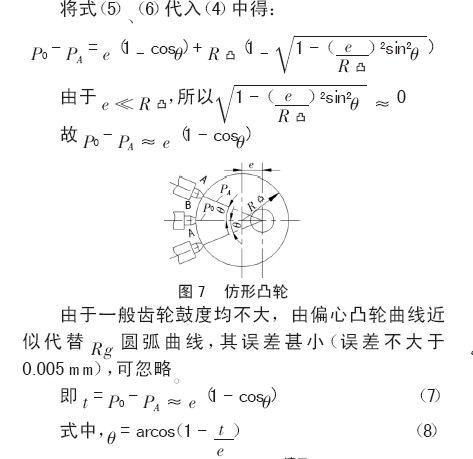
这是在仿形滚切鼓形齿轮时,滚刀在垂直方向走刀和径向进刀行程应严格遵守的关系。这B 和t 凸轮关系的实现则是通过仿形凸轮转动来保证,即当滚刀垂直移动B/2 行程时,仿形凸轮则应转过θ 角,如图7 所示,这时凸轮的升程等于弦高t,即
b 为被加工鼓形齿轮齿宽,mm;
rB 为被加工齿轮原始齿廓位移圆半径,mm。
4 鼓形齿轮齿面鼓度对称度误差分析
鼓形齿轮由于齿面呈鼓度,齿宽中间齿厚最大,而两端最薄。正常时,两端齿厚S1 = S2,且齿断面对称中心与齿轮轴线平行。这时不存在齿长方向的齿向误差。如(图9a)所示。
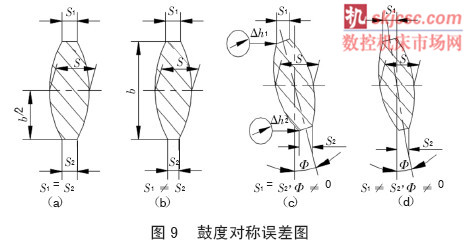
但在实际加工时则可能出现(图9(b)、(c)、(d))三种不正常的齿形断面。为了保证齿轮联轴器的设计参数最大轴间允许倾角△β 以及承载能力,必须要求鼓形齿轮两端齿厚相等,且齿宽中心线为断面形状对称中心线,即图9(a)所示的图形。为此将其测量误差称为鼓形齿轮的齿面鼓度对称度误差,它应小于允许值。测量时将百分表触头与齿面分度圆附近接触,并使百分表沿平行于齿轮轴线方向移动,这样在齿面两端测得的数值之差即为鼓度对称误差(参看图9(c)

式中,δBg 为齿面鼓度对称度公差。一般δBg 应在0.02 ~ 0.04 mm 范围内,齿面鼓度对称度误差的产生主要是由于以下三个原因引起:
(1)由于机床刀架滑座垂直运动的几何精度较差引起,这可通过适当调整机床有关几何精度和垂直导轨间隙来消除。
(2)由于滚刀在齿宽中点对刀时向某一端面偏移所致,如图10 所示。
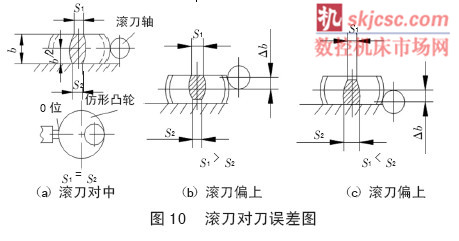
在对刀时,先要将仿形凸轮0 位(最高点)对准随动阀触销中心,然后将滚刀中心刚好通过齿宽b中点(图10(a)),滚刀中心偏离齿宽中点时,滚切出的齿形两端面就不对称。当滚刀对中心偏高时(图10(b)),上端S1 小于S2(图10(c))。为控制△Bg 值对刀误差△b 应限制在±0.2 ~ 0.5 mm 之间。
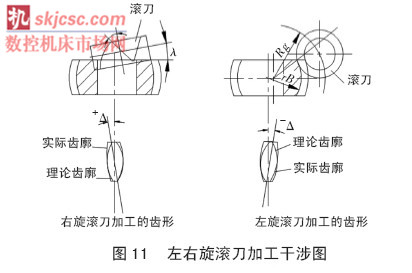
(3)由于滚切鼓形齿轮时产生的一种特殊齿面干涉现象引起(如图11 所示)的误差。产生这一特殊齿面干涉现象是由于两个原因引起的:第一由于安装滚刀时,需将轴线相对于水平倾斜一个滚刀螺旋升角λ;第二再加上滚刀沿着Rg 圆弧轨迹滚切包络鼓形齿面。这样滚刀只有通过齿面中点不产生干涉外,在其余平行于端面的齿形都因滚刀螺旋刀刃的干涉而发生切向位移。此干涉随着离开齿宽中点越远越严重,在两端面上的干涉最大。当采用右旋滚刀时,齿向左扭斜。采用左旋滚刀时则向右扭斜(图11所示)。其鼓度对称度误差是与鼓形齿的原始齿廓位移圆半径rB 及齿宽b 有关。rB 越小(△Bg 越大),b 越宽,则干涉越严重△Bg 越大。
鼓形齿轮鼓度对称度误差△Bg 为以上三种情况下产生的误差之和。其中主要是后两项影响较大,特别对第二项应严加控制,否则对刀误差造成的△Bg将大大超过允许值,使联轴器性能下降。
仿形装置的制造精度较差产生仿形滞后现象也会造成鼓形齿轮鼓度对称度误差△Bg,对此,不拟作更多分析。
5 结束语
液压仿形加工鼓形齿轮这一加工工艺方法,经过多年来的生产实践,为我公司的鼓形齿轮加工提供了可靠的保证,满足了生产的需要。用这套装置加工鼓形齿轮,与在普通滚齿机上加工圆柱齿轮,操作上没多大区别。所用工时也基本相同,对于不同尺寸和模数的鼓形齿轮加工,具有万能性,即适用于成批生产,也可用于单件小批生产。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








