
一、汽车齿轮加工自动生产线的需求
汽车工业既是我国最重要、最活跃的支柱产业之一,同时也是机床装备制造业的重点服务领域。在我国由汽车工业大国迈向汽车工业强国的发展进程中,汽车零部件高档生产装备及生产线的国产化、自动化、成套化将起着至关重要的作用。轿车变速箱齿轮是汽车工业领域量大面广,对轿车传动系统安全、寿命、噪声、操作性具有直接影响的关键零件,其生产技术与装备水平在汽车工业领域具有代表性和典型性。
当前,欧美日韩等汽车工业强国已普遍采用集成高端机床装备和物流自动化的齿轮加工自动生产线作为汽车变速箱齿轮的制造模式; 然而,我国轿车变速箱齿轮生产却仍以劳动密集型手动生产为主,工序间零件转移及生产节拍控制主要通过人工实现,关健装备及生产线与国际先进水平差距较大,对进口依赖性强,已不能满足我国企业转型升级、提升竞争力的需要。
随着我国人口年龄结构变化,老龄化趋势渐现,必将导致适龄劳动力的不足,熟练技工的缺乏;另一方面,随社会的发展进步,员工的薪资福利逐步提升,人力成本必然增加; 同时,人员的技能、态度和流失等因素都会对生产的效率、产品的质量和精度稳定等造成较大影响。
总之,人口红利消失,使我国制造业的成本优势正在失去,如何化解上述制约企业发展的因素,是我们值得思考的问题。可以预见,汽车齿轮加工自动生产线将是我国汽车零部件加工企业转型升级的首选,同时也是我国齿轮加工机床制造企业的主要研究课题。
二、自主研发轿车变速箱齿轮加工自动
生产线的技术路线和特点
轿车变速箱齿轮加工自动生产线课题,是一个牵涉面广的系统集成创新项目,涉及到车削中心、滚齿、倒棱倒角、剃齿、磨齿等线上设备和工艺工装,以及数控系统、功能部件、自动控制等集成创新工作。因此我们要用系统工程的思想方法,从齿轮加工整体解决方案的优化创新入手,探索新的工艺流程和方法,研究总结组建柔性自动加工单元或自动生产线的整体解决方案。
根据整体解决方案的要求,重点研究解决我国高端装备在设计优化、动态测试、知识专家库的建立、自适应智能控制补偿、网络化智能监控、可靠性提升等方面的现状问题; 研究齿轮加工高速干切理论和工艺应用研究,设计研制绿色高效、智能精密的机床装备,全面提升企业高端装备的技术性能和水平,满足我国齿轮加工相关领域的发展应用需求。
研究轿车变速箱齿轮加工典型工艺流程,结合先进成熟加工技术和设备,基于精益生产思想优化工艺流程,形成齿轮加工车削→滚齿→倒棱→剃齿工艺路线的自动线方案; 齿部成形采用: 滚齿→倒棱→剃齿的工艺路线,重要特殊要求齿轮采用滚齿→倒棱→磨齿的路线。
根据CHMTI 最新成熟齿轮加工工艺和设备的技术发展状况,典型轿车变速箱齿轮加工自动生产线整体解决方案有以下技术特点和发展趋势。
1. 绿色环保的高速干式加工工艺的应用
齿轮加工采用主流典型的车削、滚齿、倒棱去毛刺、剃齿工艺流程,整体方案强调绿色环保,在废除切削油,节省油料费用的同时,可减少加工中油雾对环境的污染和对健康的负面影响。
(1) 车削工序废除切削油的使用,根据技术成熟程度可以采用干式车削、低温冷风+ MQL、水基切削液替代切削油等方式,减少油污对环境的影响。
(2) 滚齿工序选用国产全新高速干切滚齿机,采用绿色环保的全干式滚齿工艺,摈弃切削液,在节省费用的同时,提升可加工效率; 消除加工过程中油雾对环境的污染,减少对操作者的潜在危害。
(3) 倒棱去毛刺采用干式加工工艺,不用切削液,减少油雾对环境的影响。
(4) 剃齿工序采用水基切削液替代切削油,减少油污对环境的影响。
2. 面向柔性可重组的模块化齿轮自动加工单元的开发
面向自动化联线和结构紧凑要求,设计内嵌桁架机械手或关节机器人的模块化齿轮加工单元,使齿轮加工自动生产线的组建更柔性化,结构更紧凑。
(1) 针对盘齿加工,车削工序可以集成CHS20并联双主轴车削中心。机床采用并列双刀塔平行双主轴的对称布局,内嵌龙门桁架机械手和零件翻转机构,能自动进行盘类零件两面自动装夹和齿坯各要素车削加工,使传统加工需要两台车床完成的工作,集成在一台车削中心完成,整机结构紧凑,效率和加工精度也得到提高。
(2) 滚齿工序集成YE3120CNC7 数控高速干切滚齿机,机床采用全新偏置龙门立柱结构,在提高机床整体刚性的同时,便于形成清晰整洁、防护严密的切削区,漏斗式内罩防护完美,切屑排除迅速;配有两工位回转机械手、自动送料装置和桁架机械手,能实现齿轮自动上下料加工,效率和精度都得到提升,滚齿精加工精度稳定达到GB/T 10095. 1—2008 的6 级。
(3) 倒棱去毛刺工序集成CHMTI 新开发的GCDV300 数控高效倒棱机。该机针对齿轮加工自动生产线结构紧凑要求设计,采用刀具轴被动、工件轴主动的立式布局结构,主要针对盘状齿轮的倒棱和去除毛刺加工; 内嵌桁架机械手实现齿轮上下的料物流自动化; 具有加工效率高、占地面积小的特点,特别适合自动生产线集成连线。
(4) 剃齿工序集成YZ4232CNC5 数控剃齿机,内嵌桁架机械手,配置双托盘旋转送料机构,提高了机械手上下料的效率; 模块化设计适合自动线的集成连线; 配置人机界面,具有自动补偿功能; 剃齿精度可在滚齿基础上提高1 ~ 2 级。
3. 自主研发的国产轿车变速箱齿轮加工自动生产线
国家“高档数控机床与基础制造装备”重大专项的实施,使我国轿车齿轮生产线上的关主装备,如滚齿机、剃齿机、车床等都得到快速发展; 在加工精度、效率、可靠性等方面逐步接近或者达到进口装备技术水平,具备自动线集成联线能力; 国产数控系统、功能部件、复杂刀具及生产线网络化管理系统等技术的突破,使具有自主知识产权的国产轿车变速箱齿轮加工自动生产线成功推出。
以 CHMTI 参展齿轮加工自动生产线为例,自动线集成齿轮加工机床国产化率100%; 刀具夹具等功能部件国产化率100%; 数控系统在满足需求、成熟可靠的基础上,优先选用国产数控系统,数控系统国产化率60%以上; 该线为齿轮加工典型成套解决方案,可完成轿车变速箱齿轮的精车、滚齿、倒棱、去毛刺、剃齿等热前加工工序,在车削、滚齿、剃齿工序后分别设定抽检台对各序加工进行抽检,以保证产品的合格率。整线外观一体化设计,弧型的外罩设计,使整条自动生产线像一列动车车厢,美观具有速度感,喻意齿轮加工自动生产线绿色环保、高速高效、自动化的功能特点和设计理念。该线具有变速箱齿轮年产25 万件生产能力,生产线节拍≤50s,工序能力指数CPK 值≥1. 67,热前齿轮齿部精度稳定达到6 级( GB/T 10095. 1—2008) ,自动生产线设备平均无故障运行时间MTBF≥900h,生产线整机技术指标达到国际先进水平。
三、轿车变速箱齿轮加工自动生产线的应用
具有自主知识产权的国产轿车齿轮加工自动生产线的研制成功,将为我国汽车变速箱齿轮加工提供先进科学的成套解决方案,降低对进口产品的依赖,提升我国汽车零部件加工业的技术水平和竞争能力,推动我国汽车制造业向世界汽车工业强国迈进,具有重要的推广应用前景。现就汽车变速箱齿轮加工自动线的三种典型解决方案分述如下:
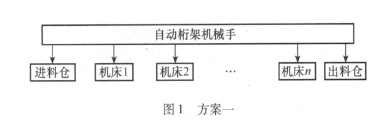
1. 独立桁架机械手实现物流自动化的齿轮加工自动线该种方案自动线集成设备按工序流程安排,呈直线流水线布置; 由独立控制的桁架机械手,通过与集成各机床的交互通讯,统一完成齿轮工件在集成机床间的自动传递,实现物流的自动化。
方案特点: 对集成机床的要求和改动最小,较易实现多台设备集成联线,性价比较好,但自动线的占地长度较长。这种方案是齿轮加工机床制造商早期推出的自动线实施解决方案,只需对集成单机的自动上下料装置完善就能实行联线。同时,该方案也是齿轮加工企业对原有基于精益生产布置的手动生产线的自动化改造备选方案( 见图1)。
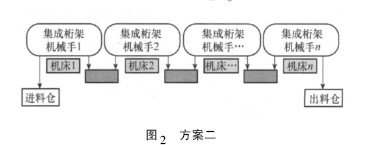
2. 内嵌桁架机械手模块化齿轮加工单元的组线
方案该方案是齿轮加工机床制造企业面向柔性重构和结构紧凑的自动化联线要求,全新设计带内嵌桁架机械手( 或关节机器人) 的模块化齿轮加工单元的联线方式; 该方案使齿轮加工自动生产线的组建更柔性化,结构也更紧凑; 自动线集成的各序机床皆自带桁架机械手,工件通过机床间的传输料道,在各机械手间传递,实现物流自动化; 该方案是近期和未来一段时间,齿轮加工机床制造商重点推荐实施的方案,也是汽车变速箱齿轮加工企业新投产时自动线的主选方案( 见图2) 。
3. 关节机器人实现物流自动化的自动化加工单元( 线)
关节机器人在汽车车身焊接和喷涂等自动线上被广泛采用。近期在汽车齿轮加工中,关节机器人在齿轮自动上下料中得到应用。由关节机器人( 机械手) 负责单台设备或者负责2 ~ 3 台设备的自动上下料加工,组建成自动加工单元。
方案特点: 关节机器人上下料柔性高,上下料空间和路径灵活; 关节机器人组建自动化加工单元对场地需求灵活; 目前国产关节机器人的性能精度和国外先进水平还有一定差距; 该方案也可作为汽车齿轮加工企业对原有齿轮加工手动生产线设备的自动化改造备选方案( 见图3) 。

四、结束语
把人从繁重、重复和繁琐的劳动中解放出来,从事相对轻松的服务工作,是科技进步的体现,是人类社会发展的趋势。
自动化技术是部分代替人工,减轻劳动强度,提高加工效率的解决方案。自动化加工在节省人力成本的同时,提高加工效率和加工精度,具有良好的经济效益。因此,针对我国汽车齿轮加工行业的升级需要,自主研发汽车齿轮加工自动生产线是我国机床装备制造业重要任务,是机床制造企业技术提升、转型升级的必然选择。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








