
1 引言
阀门密封的可靠性是电动气阀门组的重要特性。台座作为阀门组的重要零件之一,其密封型面的尺寸精度和表面粗糙度能否满足设计要求,就尤其重要。而台座上放置弹簧的环形槽的加工质量对阀门衔铁能否在工作中平稳滑动,起着不可低估的作用。在现有的加工条件下,采用普通精密车床,通过合理安排工艺路线,正确选择定位基准和装夹方法,选用合适的加工刀具及其材料,控制切削参数,选择可靠的测量方法,从而保证了台座的加工精度。
2 台座的结构特性和技术指标
密封型面尺寸小,为R0.12±0.01;表面粗糙度要求高,Ra 值为0.4μm;型面凸出高度小,仅为0.07+0.01mm。
在密封型面的外侧有一窄而深的环形槽,其大、小直径分别为φ7.0、φ4.5,槽底表面粗糙度要求Ra 值为3.2μm。
密封型面、环形槽和中心孔与焊接配合面间的同轴度误差不大于R0.03mm,与端面的垂直度误差不大于0.05mm。
3 影响密封型面和环形槽加工质量的因素及控制措施
3.1 机床精度对密封型面加工质量的影响
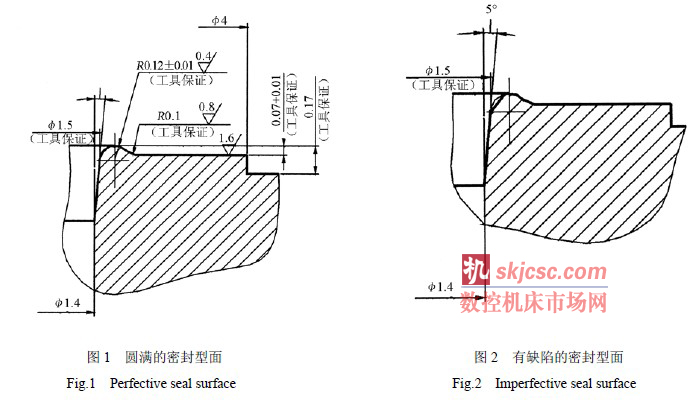
采用普通精密车床加工台座,其密封型面的加工依靠成型锪钻来完成。将工件夹持于三爪卡盘上,成型锪钻定位于车床尾座。因此,车床旋转主轴与其尾座之间的同轴度是否满足工艺要求就直接影响到密封型面的尺寸精度。如同轴度差,将使所加工的密封型面内侧尺寸加大(如图1、图2 为圆满的密封型面与有缺陷的密封型面的对比示意图),型面不能形成圆满的R0.12 半圆形,严重时可形成瘦、尖状,严重影响阀门密封的重复性。此外,如果车床导轨磨损,形成卡盘中心偏高、车床尾座中心偏低的现象,也会形成不饱满的密封型面。
因此,在加工前,要仔细检查、调整车床主轴与其尾座之间的同轴度,误差不大于0.02mm,同时检查车床导轨的磨损程度。所采用的方法是:将杠杆百分表座固定于三爪卡盘上,成型锪钻装夹于车床尾座上,百分表表头压在成型锪钻的外圆上,用手转动三爪卡盘,观察百分表指针,其上下、左右的变化值应不大于0.02mm。
3.2 成型锪钻的制造精度对密封型面加工质量的影响
在车床主轴和其尾座之间的同轴度误差满足工艺要求的前提下,成型锪钻的制造精度对密封型面的加工质量起着决定性的作用。如果成型锪钻的刃口尺寸偏大,则加工出的密封型面将会肥而宽,使密封比压降低而影响阀门的密封性;如果成型锪钻的刃口尺寸偏小,则加工出的密封型面将会瘦而尖,严重时会使衔铁受损而影响阀门密封的重复性。因此,加工前选择合格的成型锪钻就至关重要。按现有批量生产,一般需定制5~8 把成型锪钻,在正式加工工件前,用与工件相同的材料,每把成型锪钻加工3 件试刀件,并对试刀件进行剖切、计量检查。以此验证成型锪钻是否合格,同时也验证了车床旋转主轴与其尾座之间的同轴度误差是否满足工艺要求。对尺寸合格的成型锪钻,用25 倍左右的工具显微镜检查其刃口是否锋利。在批生产过程中,随时检查成型锪钻的刃口状态,每加工完一件工件,都用浸透煤油的脱脂棉将成型锪钻的刃口擦洗干净,同时观察其刃口有无崩口、积屑瘤等。以保证密封型面处的表面粗糙度;对加工完的工件也随时监控,逐件用25 倍左右的工具显微镜检查密封型面的圆弧状态,观察密封型面是否圆滑、饱满、表面粗糙度是否达到要求、有无划伤、碰伤等缺陷,并与合格的试刀件做对比。
3.3 机床精度对环形槽加工质量的影响
采用普通精密车床加工台座上的环形槽,依靠环孔钻来完成。将工件夹持于三爪卡盘上,环孔钻定位于车床尾座。因此,同加工密封型面一样,车床旋转主轴与其尾座之间的同轴度误差及车床导轨的状况对环形槽的尺寸精度有着很大的影响,加工前必须仔细检查、调整车床旋转主轴与其尾座之间的同轴度误差和车床导轨的磨损程度,检查方法及工艺要求同上。
4 加工工艺分析
台座机械加工工艺路线为:粗车密封型面,车环形槽(工序1)→ 精车密封型面(工序2)→ 抛光密封型面(工序3)→ 精车其余尺寸。其中精车、抛光密封型面为关键工序。
4.1 工序1
在工序1 中,先钻出工件中心孔,再粗车密封型面,径向留约0.1~0.2mm(单边)的精车余量,轴向留余量约0.05mm,表面粗糙度Ra 值应不高于1.6μm,然后车环形槽成型,选择车床转速约120r/min,进刀量约0.02~0.03mm,勤退刀,每次退刀后要用软毛刷沾工业用豆油将粘附于刀具上的铁屑清除干净,尽可能使排屑畅通。并用专用塞规和环规检查加工尺寸。专用塞规尺寸为:通端φ 7 . 0 ± 0 . 0 1 mm, 止端φ 7 . 0 + 0 . 1 2 ~φ 7 . 0 + 0 . 1 3mm; 专用环规尺寸为: 通端φ4.5+0.01mm,止端φ4.5-0.11~φ4.5-0.10mm。
4.2 工序2
工序2 为关键工序。采用精镗软爪装夹工件,以减小积累误差。每装夹一次,要用脱脂棉浸汽油擦净软爪,以防因多余物垫入而影响工件的形位公差。用合格的成型锪钻加工密封型面时,车床转速约100r/min,进刀量约0.01~0.02mm,同时仔细观察,以刀具A 面与工件B 面似接触而未接触时停止进刀(见图3),并在此位置停留2~3 秒,在车床停止转动前退出成型锪钻。否则,在密封型面处可能形成径向的刀具压痕。

4.3 工序3
工序3 也是关键工序。抛光加工是物理作用和化学作用对加工表面的综合,对密封型面的抛光不但要求低的表面粗糙度,而且要求很高的尺寸精度,用掺有硬脂酸、油酸、脂肪酸和工业甘油的研磨膏加一定比例的煤油调和成糊状作为抛光剂,可以促进加工表面形成氧化膜,同时加速抛光过程。所以,用麂皮加此抛光剂高速抛光密封型面,车床转速约1200r/min,时间控制在2~3秒之内,效果比较理想,可以达到要求的表面粗糙度Ra 值0.4μm,同时保证了密封型面的高度尺寸0.07+0.01mm。
4.4 加工环形槽用环孔钻材料的选择
在以往的加工中,深而窄的环形槽是加工中的一大难点。由于槽宽只有1.25mm,而槽深为6.5+0.1mm,工件材料为热轧电工纯铁,极易生锈,在加工中无法浇注充足的冷却液,排屑非常困难,极易发生打刀、扎刀而使工件报废。批量生产前,往往要定制大量的刀具毛坯,而且在做生产计划时要预投出为数不少的报废量,以保证配套数量。另外,对操作者而言,反复刃磨刀具,增加了劳动量,也降低了生产效率。
针对以上问题,分析认为,在刀具几何参数相同的前提下,选择合适的刀具材料是提高刀具使用寿命的唯一途径。经查阅资料,将刀具材料改为高速工具钢,其碳化物细小均匀,韧性高,热塑性好,淬火后硬度可达HRC65 左右,达到高强度和高韧性的配合,能够满足加工深而窄的环形槽刀具所需的韧性好、强度高的工艺要求。实践证明,用此材料制作的环孔钻,一把刀具可连续加工工件20 件左右,大大提高了刀具使用寿命,提高了生产效率。
4.5 加工过程中切削液的选择
切削液的润滑作用是减少刀具与工件间的磨擦,同时带走一部分切削时产生的热量,以防止切屑瘤的产生。因此,切削液首先要能渗透到接触面上,然后在刀面上湿润开来,还必须能牢固地附着在刀面上形成一层膜而起到润滑作用。只有获得较好的吸附膜,才能使工件获得较小的表面粗糙度。由于工件材质为热轧电工纯铁,极易生锈,所以粗加工时可选用普通的水溶性切削液,但必须在工序完成后立即用煤油、汽油将工件清洗干净,吹干后置于防锈油中,精加工时则选用工业用豆油,使工件获得较小的表面粗糙度。
5 台座加工中应注意的几个问题
用于验证成型锪钻是否合格的试刀件,必须经研磨、抛光,并且保持密封型面R 轮廓尖锐而无毛刺,不可用磨床磨削。
在加工及周转过程中,要用防锈油保存工件,严防锈蚀。
精加工完成后,必须彻底清除残留在工件表面上的工业用豆油,以防豆油残渣依附于工件表面形成多余物。
清洗工件时,应用浸透煤油或汽油的脱脂棉轻轻粘洗密封型面,并在煤油或汽油中涮洗干净后晾干(也可用净化的压缩空气吹干,但不可对着密封型面吹),不可擦拭,以防划伤。
6 结束语
经过几批产品加工,产品质量满足工艺、设计要求。经改进刀具材料,提高了刀具的使用寿命,提高了生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








