
1 概述
锥齿轮传动是用于相交轴之间运动和动力的传动机构。目前锥齿轮加工通常在价格昂贵的专用机床上(刨齿机、伞齿机)采用展成刨齿加工法加工。
展成刨齿法每加工一个齿,刨齿刀就要脱离"啮合"反向对滚,同时间歇做分齿运动,才能进人下一个轮齿的加工。也就是说要一个轮齿一个轮齿(间歇)地进行加工。
锥齿轮的加工相对于圆柱齿轮有较大的难度,由于锥齿轮加工是逐齿进行的,且每一轮齿加工时,都要进行分度操作,因此其生产效率和加工精度都较低。本文介绍一种新的锥齿轮加工方法---滚齿加工法。其生产效率和加工精度比现有的加工方法有所提高,可供科研及工程技术人员参考。
2 直齿锥齿轮滚齿加工原理
直齿锥齿轮的滚齿加工方法可借鉴圆柱齿轮的加工方法,利用齿轮滚刀加工锥齿轮。
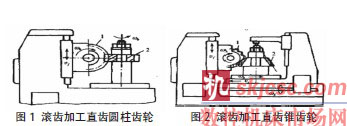
图1 为滚齿机加工直齿圆柱齿轮的切削原理图。图中1 为齿轮滚刀,2 为被切齿轮,ωk 为齿轮滚刀的回转速度,νf 为滚刀的垂直进给运动速度,ωh 为被切齿轮的回转速度。ωk 和ωh 之间有固定的速比关系。
若直齿圆柱齿轮可以看作分锥角为0°的直齿锥齿轮,两者的差别仅为分锥角δ及模数的不同,只要滚齿机也能附加一个"锥角",设计可变模数的滚刀就能进行锥齿轮的加工。由于直齿锥齿轮的分度圆锥线是一斜线,那么可通过两个直线坐标的变化,形成这条斜线。图2 显示了这种方法的运动情况,它是通过滚刀的垂直进给运动和被切锥齿轮的水平进给运动的有机结合,形成被切锥齿轮的锥角要求。
3 可变模数滚刀加工直齿锥齿轮的原理
将可变模数齿轮滚刀加工直齿锥齿轮的过程看成锥齿轮与齿距变化的齿条相啮合,在切齿过程中,将锥齿轮看成齿数相同、模数值从小端m 小(最小值)到大端m 大(最大值)连续变化的叠加齿轮,模数不同,对应每一个垂直于轴线的截面上齿轮的分度圆大小也是连续变化的。设想有一把齿轮滚刀,其模数值也是连续变化的(即齿距是可以连续变化的),对应每一个截面有一个可以相啮合的齿条,在滚齿加工中便可以连续分度,用展成法加工出锥齿轮。
4 可变模数齿轮滚刀的结构
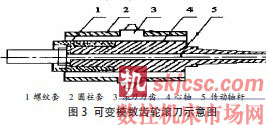
可变模数齿轮滚刀亦可称可变齿距齿轮滚刀,其结构特点是:安装滚刀的心轴4 类似外花键套,以内孔和键槽与传动轴杆5 配合,用以传递扭矩,外圆上有矩形槽,用来安装滚刀刀齿3,并带动滚刀刀齿3 旋转;滚刀刀齿3 是单独制成的,具有一定长度的齿形,其切削部分为直线齿形,齿高与被加工齿轮的大端模数成比例,齿厚与被加工齿轮的小端模数成比例。(见图3)
5 滚刀刀齿对应螺距的计算
现结合实际,设计滚刀刀齿对应的螺距。例如:直齿锥齿轮,m 大=5, m 小=3,滚刀根据平移原理,相当于与齿轮相啮合的齿条刀齿连续不断的沿轴线方向移动,由于齿条刀齿分布在齿距T=m 轴π的螺旋线上,则T 大=5π=15.7mm(指法向齿距,以下同), T 小=3π=9.42mm,现设计刀齿数Z 刀=15 的滚刀对应的螺距滚切直齿锥齿轮时,滚刀沿锥齿轮轴线按一定速度做垂直进给运动,若将直齿锥齿轮分度圆锥面展开可以看出,其分锥距与齿距成线性关系,所以说只要保证锥齿轮齿距增大(或减少)与垂直进给量成比例,加工的直齿锥齿轮就是合格的。刀具的垂直进给量一旦选定,齿轮滚刀的螺纹套转速就确定了。
为了保证齿距的变化值恒定,将单头滚刀的刀齿在一个齿距长度上分成15 个独立的刀齿。将齿距为T 的滚刀沿分度圆展开,如图4 所示,
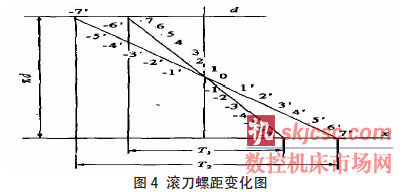
切削刃同这个面的交点用数字表示,由螺旋线开始中间刀齿用0 表示,位于它右边的7 个齿用1,2,3...7 表示,左边的7 个齿用-1,-2,-3,... -7 表示,坐标原点与0 点(中间刀齿)重合,其所示的切削刃的位置是齿距为T 小时开始切削位置(位于锥齿轮小端),在切削过程中,切削刃沿轴向(X 向)不断变化位置,到加工终了时(位于锥齿轮大端),切削刃占据了齿距为T 大的位置,图中切削刃的终了位置用1',2',3'...7' 和-1',-2',-3'... -7' 表示。点1 位移到1' 处移动的轴向距离用ΔX 表示,点2 位移到2' 处移动的轴向距离为2ΔX...,点7 移动了7ΔX,具有规律性,这种规律性证明:为了保证滚刀切削刃由齿距为T 小的螺旋面移到齿距为T 大的螺旋面,螺纹套上的螺纹个数应为Z 刀-1个,因中间刀齿位于原点位置不动,所以这个刀齿没有螺纹,由第1 个刀齿到第7 个刀齿的螺距应分别增大1~7 倍。在车削螺纹套上螺纹时,每段螺纹螺旋入口不可能都在理论位置,相当于附加回转;此外,螺纹套与刀齿旋合有传动间隙,必须将螺纹套附加回转某一角度;而且在滚切过程中,无论从大端开始还是从小端开始垂直进给,产生的附加螺距实际值超出理论计算值也必须将螺纹套回转某一角度。
结束语
本文探讨了用可变模数滚刀加工直齿锥齿轮的思路,但是滚刀螺距的修正系数要根据各企业的设备、刀具、加工精度等因素进行调整。同时还须正确调整机床分度、垂直进给、径向进给、滚刀螺纹套回转运动等5个运动的关系,分别求出他们的挂轮公式。根据机床、工件材料、刀具确定合理的切削速度等综合因素是保证滚齿加工锥齿轮成功的重要条件。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








