
1 前言
以炭/炭复合材料是一种高性能的复合材料,强度高、重量轻、热膨胀系数小、热导率高、高温性能稳定、摩擦系数大、磨损性能好, 是一种优良的高温结构材料。在航空、航天的热构件和刹车材料中应用前景广阔, 在地面交通工具( 如汽车、火车及机械制造、核能、体育用品等) 领域也开始有许多应用[1- 3]。
炭/炭复合材料内在结构和金属完全不同, *不同场合使用的炭/炭材料也不同。机械加工方法有很大区别, 下面以炭/炭复合材料飞机机轮刹车盘为例, 讨论炭/炭复合材料磨削加工工艺。
2 炭/炭复合材料刹车盘材料特性和表面质量要
2.1 炭/炭复合材料结构和特性
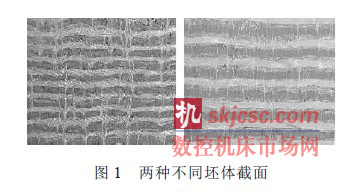
炭/炭复合材料毛坯是用炭纤维无纬布和炭纤维网胎层铺设后针刺形成的毡体。通过反复多次的化学气相沉积( 简称CVD) 、石墨化、浸渍等增密工艺和性能处理工艺, 使毡体的密度和性能达到使用要求。材料的截面结构如图1所示, 从图1 可看出, 不同的毛坯基体所形成最终产品截面结构形状是有区别的。但使用性能基本相同, 都要达到产品所需的特性要求才能出厂。如摩擦材料, 不管用什么样形式毛坯基体, 采用什么样的增密工艺, 最后材料的特性要满足产品使用要求。以炭/炭复合材料机轮刹车盘为例, 材料的密度、导热性、抗剪、抗弯、抗压强度, 动摩擦系数与静摩擦系数等参数都要达到规定的范围[4- 7]。
2.2 炭/炭复合材料机轮刹车盘表面质量要求
新装机的炭/炭复合材料飞机刹车盘的摩擦磨损主要以粘着和机械摩擦为主, 能否迅速在表面形成摩擦膜, 是能不能迅速完全磨合的关键。表面形成摩擦膜, 使两固体表面接近, 靠表面力和相互作用, 改变其微观几何形貌和物理、机械性能, 两表面相对滑动时, 使界面上建立粘着摩擦磨损— 氧化磨损的动态能量平衡状态。表面形成足够的磨粒是形成摩擦膜的先决条件。磨削加工是炭/炭复合材料机轮刹车盘的最终机加工。为此, 对炭/炭刹车盘的磨削加工质量提出了一定要求, 为保证刹车盘表面均匀接触, 两端面要有较高平面度、平行度和合适的表面粗糙度, 以促使刹车盘摩擦面迅速形成摩擦膜, 使刹车盘尽快完成磨合过程[8]。
3 磨削方案的确定
3.1 磨削设备的选用
炭/炭复合材料机轮刹车盘外径在300 ~520mm 范围内, 个别品种外径达到550 mm, 这样大的平面外形尺寸, 用一般的平面磨床很难一次磨削完整个平面, 需选用特大的平面磨床,设备投资大。通过比较采用立轴圆台平面磨床,这种磨床电磁工作台尺寸!750 mm, 磨削工件高度300 mm, 升降最大行程330 mm; 磁盘工作台的磁力是80 N/cm2; 频率为50 Hz, 转速为13 ~20 r /min; 60 Hz, 16 ~24 r /min, 工作台移动速度4 ~4.8 m/min。
3.2 砂轮的选用
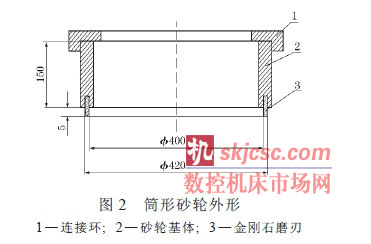
砂轮的结构如图2 所示, 为筒形金属件镶嵌金刚石磨削层组合砂轮, 直径450 mm, 高度150 mm, 磨削层截面10 mm ×3 mm, 磨削层的磨料为人造金刚石。其特性适合高硬度无机非金属材料的磨削加工, 由于金刚石的高硬度,磨削性能比较优越。主要优点是: 磨削力小、加工工件的表面质量好、无工件烧伤现象、使用寿命长, 适用于较高的磨削线速度, 但不能过度加压, 过度加压会损坏金刚石磨削层。注意: 磨削炭/炭复合材料不能用Al2O3 基陶瓷作磨削材料, 因Al2O3 基材料在高温易与炭发生反应, 生成炭素氧化物, 磨削时由于磨削线速度大, 磨头与工件接触部分温度比较高, 如用Al2O3 基的陶瓷磨削料, 容易与炭/炭盘的表面发生氧化反应, 影响表面质量。
3.3 工件固定方法
炭/炭复合材料是非磁性材料, 磨削时不能象磁性材料一样直接固定在磁盘工作台上, 磁盘工作台对非磁性材料炭/炭盘没有吸力作用。如用机械卡盘定位来固定炭/炭盘, 一是结构复杂, 各种机轮刹车盘外形尺寸差别大, 需作多种规格的定位卡盘, 安装很费时间。定位卡盘搬上搬下非常不方便, 很容易碰坏工作台面;二是通过定位卡盘来定位, 炭/炭盘的定位精度又多了一个环节, 卡盘的加工精度要求高, 加工难度也大, 多一个定位环节对定位精度也有一定的影响, 这种用卡盘定位的方法使用起来问题较多。通过几种方案的比较和试验, 采用了炭/炭盘外沿定位的方法, 如图3 所示。
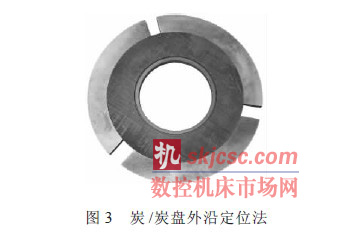
炭/炭盘外沿定位是先将磨床电磁工作台清理干净, 炭/炭盘平放在工作台合适位置, 工件周围均分三块定位条紧靠着工件边缘, 调节调磁按钮, 将工作台的吸力调到一定值, 使定位条有一定的吸力, 然后用外力推动, 使三块定位条对炭/炭盘有一定的夹紧力, 再把工作台磁力调至最大, 固定定位条位置, 使待磨炭/炭盘与定位条紧夹在一起, 以防磨削时松动。
3.4 电磁工作台对定位条的吸力
以外径!1 = 450 mm, 内径!2 = 250 mm 的工件为例, 设计定位条的结构, 定位条的外径!4 = 550 mm, 内径!3 = 450.5 mm, 定位条的内径!3 比工件外径!1 大0.5 mm, 主要是使工件更加的贴紧定位条, 因工件外径有一定公差值。受力状态见图4。
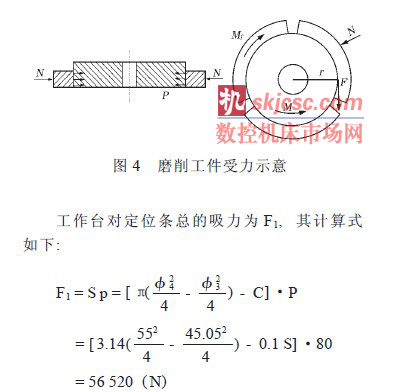
式中S 为定位条受力面积; P 为工作台单位面积的吸力= 80 N/cm2; C 为定位条缺口部分, 占定位条受力面积的10%。
3.5 每根定位条与电磁工作台之间的摩擦力F2F2 的计算式如下:
F2 = 1 /3F1u1 = 1 /3 ×56 520 ×0.15 = 2 826 (N)
式中u1 为定位条与电磁工作台的静摩擦系数,取u1 = 0.15。
3.6 定位条对工件中心的最大力矩Mf
Mf 的计算式如下:
Mf = 3F3·L = 3Nu2·L = 3 ×300 ×0.2 ×22.5= 4 050(N·cm)
式中F3 为定位条与工件之间的摩擦力; N 为定位条与工件的压紧力, 根据实际测定取300 N; u2 为炭/炭复合材料与定位条之间的静摩擦系数, 取u2 = 0.2; L 为工件回转半径。
如图4 所示, 三根定位条在正压力N 的作用下紧靠着炭/炭盘。定位条通过正压力N 与工件结合面间产生摩擦力, 从而对工件产生一个与切削力矩相反的摩擦力矩, 使磨削过程中固定工件不能转动。电磁工作台与定位条的摩擦力, 平衡切削力在平面X、Y 方向的分力, 在磨削加工中定位的力矩要大于磨削产生的力矩,每条定位条与电磁工作台摩擦力要大于磨削产生的切削力, 工件才能固定不动。炭/炭复合材料经高温石墨化处理后硬度是比较低, 增密过程生成结构炭都是脆性材料, 磨削力不大, 通过试验, 电磁工作台的吸力从80 N/cm2 降到50N/cm2, 使用上述定位条在磨削时能固定工件不动。为安全起见, 磨削加工时还是要把电磁力调到最大值。
4 磨削产品表面质量评价
炭/炭复合材料机轮刹车盘用周边固定法磨削, 在保证磨床本身精度的情况下, 磨削产品质量主要决定三个因素。
( 1) 电磁工作台表面质量, 因工件直接摆放在工作台面上, 工作台如果有歪斜的情况,工件也随之歪斜, 所以工作台面的水平度和平面度要定期检查, 发现缺陷及时修复, 保证工作台面处在要求的精度范围内。
( 2) 定位条加工精度要求工件能紧贴在工作台面上, 定位条与工件也要贴合较好要有足够的宽度, 保证足够的固定力, 才能防止工件在磨削时产生移动和转动。
( 3) 磨削用砂轮处于完好状态, 砂轮表面如有凸出明显颗粒就容易划伤工件表面, 粗糙度就很难达到要求。
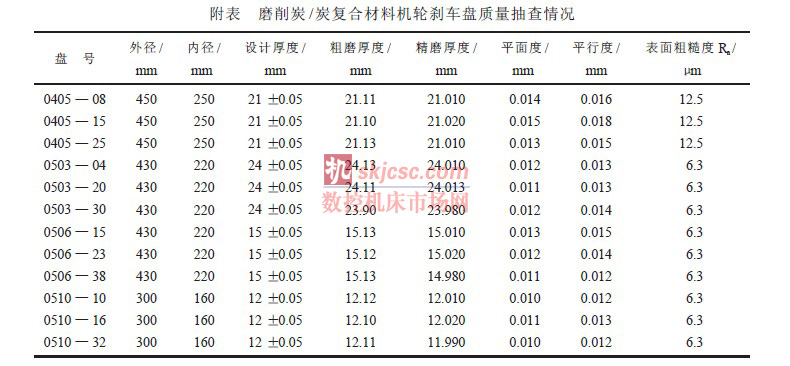
几种机型, 不同批次炭/炭盘磨削加工表面参数抽样检查结果见附表。这几批炭/炭盘设计表面要求: 厚度公差在±0.05 mm 以内, 两端面平行度、平面度公差值要少于0.05 mm, 表面粗糙度在12.5 μm 以下, 炭/炭复合材料是多孔材料, 密度相对金属也比较低, 根据使用要求,炭/炭盘两端面的粗糙度Ra 在1.25 ~12.5 μm 之间较为合适[8]。由附表可见, 抽样的产品全部满足设计要求。
5 结语
炭/炭复合材料在我国开始应用在航空、航天及其它多项领域, 不但对该材料的制备技术要加强研究, 对该材料的机加工技术也是一个新的课题, 这几年笔者们成功地生产了多批次航空刹车材料, 但对于炭/炭复合材料的机加工技术, 还有待于进一步探索。特别是如何优化加工方法, 正确使用刀具, 节约成本等方面还要进一步做工作。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








