
炭/ 炭复合材料是一种新型非金属材料, 该材料高温性能稳定, 热导性高, 热膨胀系数小, 摩擦系数大, 摩擦性能好, 强度好, 重量轻, 是一种优质的刹车材料[ 1~ 3] , 现国内外广泛使用炭/ 炭复合材料作为飞机机轮的刹车材料。但炭/ 炭复合材料生产周期长,制造成本高, 炭/ 炭复合材料的内在结构与金属材料完全不同, 性能差别也相当大, 不同场合使用的炭/炭复合材料也不同, 对其机加工的方法有很大区别,对刀具的要求非常严格。
1 炭/ 炭复合材料刹车盘坯体制备和材料特性
炭/ 炭复合材料毛坯是用炭纤维无纬布和炭纤维网胎逐层铺放后针刺形成炭毡体, 毛坯毡体的密度一般在0155~ 016 g/ cm3 之间。然后通过反复多次化学气相沉积( 简称CVD) 、石墨化、浸渍等增密工艺和性能处理工艺, 使毡体的密度和性能达到使用要求。为了提高增密工艺的效果, 在增密过程中要多次进行机械加工, 去掉坯体外部的比较致密的硬皮涂层, 进一步打开坯体的孔隙。不同的产品增密工艺略有不同。一般要求炭/ 炭坯体的密度达到1175~ 1185 g/ cm3 之间才认为是合格的刹车盘产品[ 4~ 7] 。
坯体制成后, 炭纤维层与层之间的连接除了垂直方向的针刺纤维外, 主要是依靠CVD、浸渍增密工艺后生成的结构炭来连接, 增密后生成新的结构炭,这种新的结构炭把炭纤维层与层紧密地结合在一起。两种不同的炭纤维毛坯在增密过程完成后, 其截面结构如图1 所示, 从
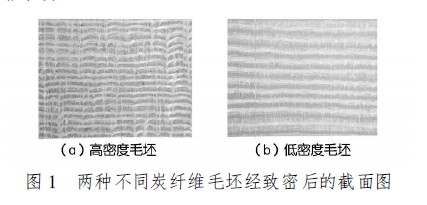
图1 两种不同炭纤维毛坯经致密后的截面图增密工艺和性能处理工艺完成后, 材料的机械强度和性能才能达到使用要求, 一般机轮炭/ 炭复合材料刹车盘纵向抗压强度150~ 200 MPa, 抗弯强度80~ 100 MPa, 抗剪强度8 ~ 12 MPa, 静摩擦系数0112~ 0115 左右, 动摩擦系数013~ 014 左右。炭/炭复合材料的刚性较好, 材质表现硬而脆, 不能承受硬物碰撞, 硬物一碰就会出现碎裂与缺口, 一不小心, 很容易碰坏工件, 引起产品报废。
2 机轮对炭/ 炭刹车盘的啮合要求
飞机机轮的轮毂和传力筒分别与刹车盘的动盘与静盘相啮合, 飞机在降落时的动能通过机轮传递给动盘, 在侧向力的作用下动盘压紧静盘, 通过动盘与静盘相对运动产生摩擦力矩, 从而慢慢消耗飞机着陆时的惯性动能, 运行规定的距离后消耗完飞机的动能而使飞机停下来。飞机的动能传递完全依靠动盘和静盘的啮合齿来完成的。炭/ 炭材料刹车盘的机械强度相对金属刹车盘来说要低得多, 一般来说, 金属刹车盘的机械强度很容易满足刹车力矩的要求, 炭/ 炭复合材料刹车盘对刹车力矩要通过严格的计算, 合理的结构设计和精密的机加工, 才能保证足够机械强度。
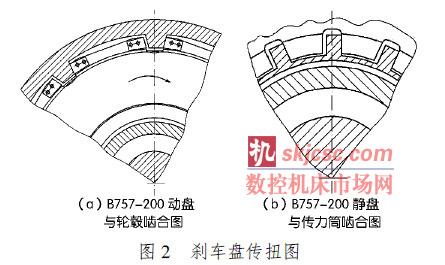
现以B757- 200 型刹车副为例, 根据使用要求,飞机最大刹车力矩为79 680 Nm, 整个的力矩分别由动盘和静盘啮合齿来传递, 如图2 所示, B757-200 型刹车机组共有8 套刹车副, 每套刹车副有4 个动盘、5 个静盘, 每个动盘9 个啮合齿, 每个静盘有15 个啮合齿。动盘共有8 @ 4 @ 9= 288 个啮合齿, 这288 个啮合齿要传递全部的刹车力矩, 平均每个啮合齿传递力矩是276 Nm, 如果加工误差大, 所有啮合齿不能同时与轮毂啮合, 不是全部的啮合齿受力, 所啮合的部分齿同样传递全部力矩, 如没有足够多的齿共同啮合传递力矩的话, 加之炭/ 炭复合材料是硬脆性材料, 刚度大不易变形, 那么这部分传递扭矩的啮合齿很可能就会承受不了负载而折断或压碎。所以对炭/ 炭刹车盘的啮合要注意如下几点:
1.炭/ 炭刹车盘啮合齿的分度和齿形加工一定要准确, 尽量使更多的啮合齿能处于工作状态。
2. 动盘与轮毂、静盘与传力筒啮合齿之间的间隙要在一定范围内, 间隙太小引起装配困难, 太大又会引起冲击, 不管动盘还是静盘, 齿啮合槽一定要控制在一定精度范围。
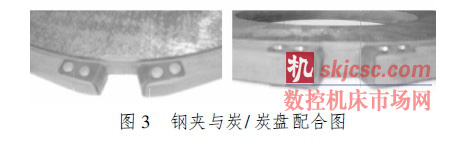
3. B757- 200 动盘在传扭时, 为了使冲击力不直接冲击炭/ 炭材料本体, 采用了钢夹作为衬垫, 钢夹与炭/ 炭盘配合如图3 所示, 钢夹用两铆钉固定,齿槽宽、两铆钉孔的位置有一定精度要求, 否则钢夹不易装配或钢夹与刹车盘本体间隙太大, 传力时铆钉直接受力容易折断, 这都是运行中不允许的。
3 齿形加工的可靠性分析
3.1 刀具的选用
炭/ 炭复合材料是磨擦性能很好的材料, 这在机轮刹车盘的使用上有很好的效果, 但在机加工过程中刀具磨损非常严重, 合理选用机加工刀具很重要,既要保证工件质量, 又要提高加工效率, 几种材料的刀具试用比较如下:
1. 高速钢刀具。用高速钢加工炭/ 炭复合材料很快就将刀具的刀锋磨掉, 操作人员要频繁磨刀, 工作效率太低。
2. 陶瓷刀具。陶瓷刀具的硬度、耐磨性能够适应加工炭/ 炭复合材料的要求, 但是由于陶瓷主要成分是Al2O3, 炭与Al2O3 在高温易发生反应, 机加工时会产生局部高温, 特别是没有经过石墨化处理的炭/ 炭材料, 刀尖处温度很高, 呈现红色, 极易与Al2O3 发生反应, 影响炭/ 炭材料表面质量。
3. 金钢石刀具。金钢石刀具硬度加工炭/ 炭复合材料比较合适, 所以车加工选用金刚石刀具, 金刚石的本体是炭元素, 与炭/ 炭材料在高温下不会发生反应, 是一种比较理想的刀具材料。
4. 硬质合金刀具。硬质合金刀具加工炭/ 炭材料比不上金刚石, 但比锋钢刀具好很多, 如加工刹车盘的啮合齿, 采用金刚石铣刀成本太高, 使用寿命也不长, 选用硬质合金铣刀, 加工磨损后采用调整刀偏的方法保证啮合齿的精度。
3.2 加工啮合齿分度的要求
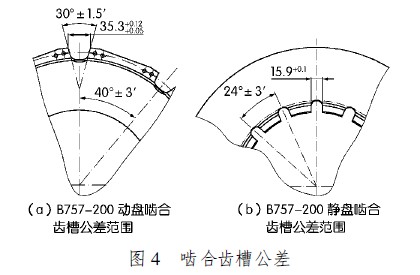
文章已对炭/ 炭复合材料的性能, 机轮与炭/ 炭刹车盘的啮合要求作了介绍, 炭/ 炭复合材料刹车盘啮合齿的加工, 主要是啮合齿的分度与齿形加工, 齿的分度主要是靠机床本身的分度精度来保证。购买、选用机床要考虑机床加工精度等级, 一般情况下, 机床工作状态正常, 能够满足刹车盘啮合齿分度精度要求, B757- 200 啮合齿槽公差如图4 所示, 由而选用的机床精度可以达到? 012c, 完全可以满足刹车盘的要求。
3.3 齿形加工
炭/ 炭复合材料在厚度方向层次明显, 层与层之间的结合力是靠垂直针刺炭纤维与增密后结构炭所连接的, 粘合力不一定非常牢固, 加工时尽量采用径向进刀的方法, 就是刀具沿着炭/ 炭纤维径向运动,这样可防止损伤炭/ 炭纤维层与层之间的结合。
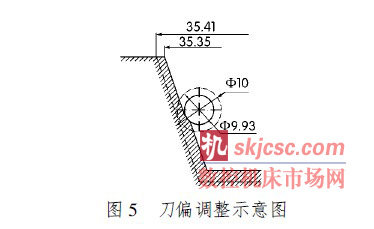
出于成本的考虑, B757- 200 刹车盘啮合齿的加工采用了硬质合金铣刀, 在加工齿廓线时选用两把铣刀, 第一步粗铣刹车盘的齿廓线, 第二步精铣齿廓线, 粗铣刀的磨损对齿廓线精度影响可以忽略不计, 但精铣刀的磨损对齿廓型状公差关系很大, 如采用5 10 的铣刀精铣炭/ 炭盘齿廓线就必须考虑铣刀的磨损, 同一把铣刀工作一段时间后由于磨损, 铣刀直径就会变得越来越小。但炭/ 炭盘齿廓精度控制在一定的公差范围之内, 表示B757- 200 刹车盘动盘和静盘齿廓尺寸精度范围如图4 所示。铣刀磨损情况以加工B575- 200 动盘齿槽为例列于表1, 刀偏示意图如图5 所示。
由表1 和图5 可以看出, 当加工60 件炭/ 炭盘之后, 铣刀的磨损比较严重, 加工出的齿槽快达到允许公差的极限, 在这种情况下, 就必须调整刀偏, 有些比较先进的机床, 可以自动检测刀具的磨损量, 自
动调整刀偏的参数, 对一般不能自动检测刀具磨损的机床, 要根据材料的特性, 摸索出在加工该种材料的情况下刀具磨损速度, 以便及时人工掌握刀具磨损, 调整刀偏, 保证加工工件在允许的公差范围以内, 啮合齿加工实况如图6 所示。
4 结束语
炭/ 炭复合材料在我国还刚开始使用, 对这种材料机加工方法还有许多工作要做, 通过这几年的试验和生产实践, 初步掌握了炭/ 炭复合材料的机械性能和机加工工艺, 摸索了一些经验, 生产出了多种不同炭/ 炭复合材料产品, 并已成功地使用在航空、航天及民用等领域, 但如何进一步节省加工成本, 提高加工效率, 合理使用刀具等方面, 还有待进一步探索和研究, 以使炭/ 炭复合材料在更多的领域得到应用。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








