
在航空航天、汽车、电子电器等工业领域,要求提高零部件的强度与刚度、韧性、抗腐蚀抗断裂能力,同时降低它们的重量。为此,广泛使用轻合金材料制成的薄壁整体结构件.它们还可以减少零件总数和装配工作量。但是,薄壁整体结构件材料切除率高达90%以上,需要努力控制加工变形和提高效率,对机械加工提出了高新技术要求。
高速切削是当今世界先进制造技术之一。它加工效率高,切削力小,试件表面温度低,能够提高加工精度,特别适合加工薄壁整体结构件,国外一个典型的应用实例,就是通过高速铣削波音和空中客车飞机机身整体结构件,使肋片厚度明显减薄,高度增大,有效减轻了飞机的自重而降低耗油量,最终实现了远东至西欧中间不着陆的洲际直飞。国内高速切削的应用开发尚处于起步阶段。本文针对铝合金三连波导试件,探讨薄壁整体结构件的高速铣削工艺优化问题。
1 试验任务、条件与工艺方法
1.1试验任务
图1显示三连波导成品,其最小壁厚2mm,质量2.35kg,属于典型的多筋薄壁整体结构件,毛坯材料为防锈铝LF21(GB1173-86)长方体板材,属于一种塑性铝合金,质量约12.25kg,通过铣削加工被“掏空”,材料切除率为80.8%,其材料硬度为45HB,抗拉强度180MPa,伸长率12%。
金属切除量大,成品壁薄,刚度低,加工中需要解决的首要问题是控制和减小变形。采用普通速度数控铣削工艺方法,加工时间长达50h ,需要中间热处理以消除加工应力、控制变形,因此,加工中还需要努力提高加工效率、缩短时间和降低成本。
根据国外资料报道,对于抗拉强度显著低于钢铁材料的铝合金,可以采用高速切削来完成全部粗、精加工任务;从工序集中原则出发,就是仅仅使用一台高速切削加工中心。
1.2试验条件
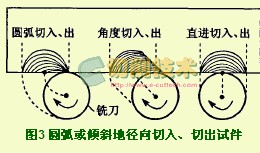
试验采用德国Hermle C1200U型五轴联动高速铣削加工中心,如图2所示。它的主要工作参数是:主轴转速n=20~24,000r/min,最大输出功率为23kW,扭矩为79Nm;沿x,y,z轴的行程分别为1,200,800,500mm,最大直线进给速度30m/min,最大加速度4m/ s-2,定位精度0.01mm; A轴摆动范围-97°~15°, C 轴为工作台,360°转动;工作台面直径800mm,承载能力1t。CNC(计算机数控)系统为德国Heidenhain iTNC 530,计算处理一条数控指令的速度,从上一代系统的4ms降低到0.5 ms,机床备有30个刀位的刀库,以及激光式刀具在线检测系统,和接触式工件在线检测、数据红外无线传输的装置。
试验加工前,首先采用安装在高性能微机工作站上的UG NX版CAD/CAM软件系统完成试件三维造型,然后如下文介绍拟订高速铣削加工工艺,再使用UG NX生成刀轨文件、数控编程和后置处理.所得到的数控加工程序通过网络传送到机床CNC数控系统后,经过试运行和必要的修改补充,才用于试验加工。
1.3高速铣削工艺
a控制加工变形
影响加工变形的因素很多,包括毛坯的组织结构、纤维走向和内应力分布,加工中的各种作用力、热以及所引起的试件物理与化学变化等。要控制和减小加工变形,需要合理制备或选择毛坯,合理选择装夹方式,对毛坯或半成品热处理,并通过合理安排工序和走刀路线、合理选用刀具与切削用量参数、合理冷却润滑,来降低切削力和切削温度。本文试验研究不涉及毛坯的制备或选择,并且以省略中间热处理工序为目标之一以下着重讨论其他工艺优化措施。
(1)装夹方式
三连波导外形尺寸为791mm×156.8mm×32mm,长宽面积与厚度尺寸之比不算特别大。经过分析比较和实验,用压板从毛坯两侧工艺通槽的4个作用点把它压紧在机床工作台上(如图2所示),可以有效防止试件变形,而且方便省时,不需要制造专用夹具。高速铣削铝合金材料切削力小,适当减小夹紧力有利于防止装夹变形。如果试件长宽面积与厚度尺寸之比很大、刚度很低,可能需要增设大量夹紧点和制造专用夹具.试件的装夹办法往往会成为工艺关键之一。
(2)工序安排和走刀路线
三连波导正反两面都有型腔和长槽,中部还出现两组工字形通槽,如图2所示。所以,安排工序时,需要遵守分面加工和粗精加工分开的原则。其中,又以分面加工优先,即加工完反面再加工正面,仅仅重复装夹一次;在一次装夹中完成试件一面的全部粗精加工工序。其目的在于减少重复装夹即找正试件次数,提高精度和效率。
为避免在薄壁试件一个局部连续深入一下子切除大量材料,而造成应力分布急剧变化乃至加工变形,粗精加工都遵循分层切削的原则;铣刀切人试件达到某一深度后,在属于同一类型而分隔的各型腔或长槽内依次走刀一遍.其中,安排走刀路线尽可能兼顾到保持总体几何对称和薄壁两侧对称。在刀具的切入方式及走刀路线、切削用量参数方面,粗精加工有不少变化.高速切削相对运动速度高,让铣刀圆弧或倾斜地径向切入试件(如图3所示),或者轴向螺旋地进刀(如图4所示),有利于保持切削过程平稳,提高加工精度和表面质量,延长刀具寿命.本次试验粗加工型腔、首刀轴向切进毛坯实体时,采用了与上平面夹角小于5°的倾斜进刀方式.精加工切深小,螺旋或倾斜进刀而不过切比较困难,所以让铣刀直接沿轴向下降。精加工的刀位轨迹形成最终轮廓表面,要避免紧贴在外形轮廓上进退刀。此外,精加工需要切除粗加工残留的区域(亦称为剩余材料铣切),刀具的直径D比较小。
(3)刀具
试验加工主要采用国际著名刀具厂家适于切削钢、铸铁、塑性铝合金等多种工件材料的整体硬质合金刀具,外有TiCN涂层。它们精度高,动平衡好,寿命长,对控制变形、提高加工精度和表面质量产生了良好效果,由于试件的底和壁都薄,加工中使用平底立铣刀,以避免带圆角立铣刀切削时产生向下的作用力,造成试件底部翘曲变形。
(4)切削用量
与普通速度铣削加工相同,高速铣削粗加工仍以提高材料切除率为主,一般其轴向切深ap、径向切深ae和每齿进给量fz比较大;而精加工以达到加工精度和表面质量为主,切削速度vc更高。
通过调研和切削力、切削温度试验测试,确认高速铣削塑性铝合金材料时,应当选取铣削线速度vc>1,583m/min,或者至少选取vc>804m/min,以便使切削力和切削温度随着vc提高显著下降,同时减小加工变形、提高加工质量和效率。限于铣刀直径、刀具悬伸和环境温度等制约条件,试验中主轴转速未达到最高值,实际vc max≈1,13lm/min。
试验测试进一步表明,减小轴向切深、适当增大径向切深尤其是进给量,有利于降低切削力和切削温度以及控制加工变形。因此,试验加工中各道工序的ap≤1mm,并且由粗加工至精加工依次递减.原则上,ae=0.75D,铣型腔和槽首刀切入实体时,ae=D,而受槽宽限制,第二次走刀通常ae<0.75D。
铣型腔时,D较大强度较高,fz=0.107~0.200mm,成形铣腔体斜面的fz=0.094mm,而铣槽时,D小强度低.经过试验,选取fz=0.048~0.072mm.其中,当D=3mm时,fz=0.048~0.056mm,可以避免铣刀折断。
以上每齿进给量与普通速度铣削工况下相当。但本次试验主轴转速n高达15,600r/min。根据进给速度计算式vf=fzZn/1,000=fzZvc/pD(Z是铣刀齿数),可以算得vf=3~6m/min,大大高于普通速度铣削。小轴向切深,大进给速度,是高速切削加工的另一个基本特征,也是同时实现减小加工变形、提高加工质量和效率的一个基本前提。
(5)铣削方式与冷却润滑
毛坯没有粗糙坚硬的外皮。试验测试表明,顺铣方式切削力明显降低,并且理论分析和文献指出,它有利于形成切屑、保持切削过程平稳以及提高加工表面质量。
加工塑性铝合金采用高效乳化切削液冷却润滑,有利于降低切削力和切削温度,并可防止切屑粘结在整体硬质合金铣刀上不能分离而使刀具报废。
b提高加工效率
如上所述,许多控制加工变形的工艺措施,包括优先考虑分面加工,粗精加工分开,大进给速度等,能够同时提高效率,缩短加工时间。
除此之外,安排工序要注意尽可能减少换刀次数。本次试验把清角合并为一道工序,放到每一面加工的最后,节省时间而不影响加工质量。
确定高速铣削加工走刀路线,首先需要注意避免突然改变走刀方向和进给速度;采用图4所示的分层环绕走刀,可以避免传统往复式走刀换向时的急停急动造成冲击,也没有闭环走刀后每次需要横向移动一小段距离产生的接刀痕迹,因此,加工效率和质量高,刀具寿命长。
2 试验结果
通过采取以上工艺优化措施,试验加工三连波导省略了中间热处理工序,粗精加工总共耗时14.13h ,低于预定的优化目标时间16h。
用三坐标测量仪和表面粗糙度仪检测,成品型腔主要形状和位置尺寸精度合格。以正面作基准,测量到的反面不平面度为0.16mm,表面粗糙度Ra≤1.6μm,都达到了图纸要求。
本试验研究表明,应用高速铣削技术加工薄壁整体结构件,可以有效地控制和减小加工变形,并且大幅度提高效率,缩短时间。关键的工艺环节,在于毛坯,工件装夹,工序安排,走刀路线,刀具与切削用量参数,铣削方式与冷却润滑.其中所谓高速,首先当然是机床高的切削速度与主轴转速,但它还需要具备高的轴向进给运动速度和加速度,以及CNC数控系统高的计算处理速度,CAD/CAM软硬件系统高的计算机辅助造型和编程速度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








