
1 引言
钢铝复合轨( 接触轨) 是城市轨道交通系统中供电系统的主体, 能保证集电靴滑行顺畅及良好的电接触, 使机车稳定取流。接触轨采用不锈钢钢带与铝合金复合的方式, 其中接触轨本体采用铝合金,可提高接触轨的导电性能; 接触轨接触表面采用不锈钢, 可提高接触轨的耐磨性。铝轨本体通过正挤压工艺成形, 但是, 不锈钢钢带的成形工艺是关键点和难点之一, 不锈钢钢带长度为15m, 如图1 所示。
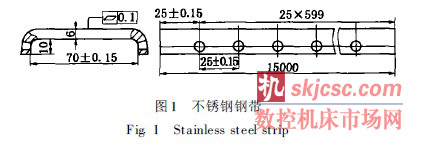
由于接触轨的主要技术性能考核指标是导电性和耐磨性, 为了降低不锈钢钢带与铝轨之间的接触电阻, 必须保证不锈钢钢带与铝轨之间密贴接触,不得出现结合缝隙。因此, 不锈钢钢带的成形工艺及加工方法必须满足:
( 1) 在15m 长度的方向上, 不锈钢钢带的内表面( 结合面) 与铝轨的接触面的形位公差一致, 确保均匀密贴接触。
( 2) 钢带两侧腿上“铆接孔” 的对称度满足01.1mm 技术要求。
( 3) 钢带两侧腿上“ 铆接孔”, 孔与孔之间的距离公差, 消除加工两侧孔在15m 方向上的积累误差。
( 4) 钢带的平面度是0. 1mm。
2 不锈钢钢带成形关键问题
2. 1 成形工艺方案分析
根据钢带的端截面形状, 有4 种成形工艺—滚挤成形、轧制成形、折弯成形、模压成形。由于钢带的长度为15m, 折弯成形和模压成形工艺方案无法满足成形要求; 再由于钢带的表面质量和形位公差较高, 轧制工艺也无法达到钢带的表面质量要求。通过滚挤成形工艺制造的不锈钢钢带, 基本满足图纸技术要求, 与铝轨结合面吻合很理想, 满足力学强度和电性能的技术要求。
2. 2 不锈钢带的加工精度保证措施
( 1) 成形精度保证措施 目前国内大形滚挤成形机组主要成形产品是钢管类零件, 其加工精度较低, 国标规定为IT16 级, 经过大量工艺试验证明这样的通用设备生产的产品无法满足不锈钢带成形的技术要求, 再由于不锈钢材料的本身特性, 与碳素钢Q235A 相比, 其成形难度大, “ [ ”形的对称成形性较差, 出现两侧“腿”不等高的问题, 技术图纸上对两侧“腿” 提出的10- 01 10- 01 20精度要求, 必须经过机械加工来实现; 这样, 滚挤成形所用的毛坯料的宽度要留机械加工余量, 单边最少为31 5mm。
( 2) 不锈钢带“铆接孔” 的加工精度保证措施一条15m 的不锈钢带, 两侧腿各加工749 个孔, 共计1498 个孔。设计双面高精度专用钻孔工装, 通过一次装卡, 两面钻孔来实现两侧腿749 对”一一对应”孔的对称度; 通过每次装卡以上模钻孔的最后一个孔为定位基准来消除在15m 方向的积累误差,实现749 个孔的孔距间的精度。
3 滚挤成形过程中, 造成两侧“腿”不等高技术问题的主要原因
( 1) 两"腿" 高度尺寸太小, 即力臂太短。一般成形产品板厚与高度的比例最小为1: 4, 而该产品为1: 11 67。
( 2) 由于不锈钢冷作硬化比较敏感, 钢带在滚挤成形过程中, 强度会大幅度提高, 成形前板料强度为660N/ mm2 , 成形后两侧“腿” 强度提高到840 N/ mm2 , 因而增大了成形难度。
( 3) 由于板料强度随着成形角度的增大而增大,钢带在光滑的刚性成形轮轧挤压过程中发生滑移,这是造成两侧“腿” 不等高的主要原因。
4 成形工艺流程
不锈钢钢带生产工艺流程为: 钢卷分剪→滚挤成形→校直→钻孔→表面抛光。从产品的技术经济性角度分析, 降低不锈钢钢带上两侧 “腿”10- 01 10- 01 20精度要求, 提高设备精度和模具精度, 实现滚挤工艺一次成形, 确保侧“腿”的等高的一致性。
5 结论
( 1) 通过对超厚不锈钢钢带的成形技术进行研究, 解决了不锈钢带的成形工艺和加工( 钻空) 技术中的技术难题, 为超厚不锈钢板的成形技术积累了丰富的经验, 该项技术将得到广泛应用。
( 2) 开发研制钢铝接触轨填补了我国这项技术的空白, 钢铝接触轨目前正在快速起步, 钢铝接触轨的研制成功满足广州地铁四号线设备国产化的需求, 同时推动中国城市轨道交通技术经济的发展;现已在广州地铁四号线( 约100km) 上批量供货,目前钢铝接触轨在地铁供电系统中已处于主导地位,将在深圳地铁3 号线、北京机场快线、杭州地铁等广泛应用。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








