
0 引言
随着时代进步, 零件加工向着大型化、微型化两个不同的方向发展, 而且精度要求比较严格。对于大型件的加工, 采用原有的技术, 难以保证零件的精度要求。本文针对大型铸造铝合金薄壁件加工, 提出相应技术措施, 较好地解决了生产中存在的问题。产品为铝合金零件, 直径为 380mm 或534. 5mm, 长度从700mm 到1 370mm, 壁厚为4. 2+ 0. 5mm, 内外形尺寸公差为0. 02mm~0. 14mm, 槽与轴线平行度要求≤0. 02mm, 内外各机加尺寸同轴度≤ 0. 06mm, 外形有大小不等的若干孔槽。工件尺寸大, 刚性差, 精度高, 机加难度大。可借鉴的技术手段缺乏。本文就如何保证该类零件机加的精度而应采用的技术做了详细阐述。
1 壁厚精度的控制
该类零件内形均为非加工面, 要求直接铸成, 机加后要求壁厚均匀, 任测四条母线72 点, 每条母线壁厚均值为4. 2+ 0. 5mm, 各检测点在4. 2+ 0. 8- 0. 2范围内, 任意母线壁厚均差值≤0. 5mm。内形为非加工面, 要保证壁厚均匀, 机加时就需要以内形定位、找正, 为此, 在工艺中提出镗床二横截面16 点找正法及工序间测壁厚二次微调基准孔中心法, 实践证明这两种办法结合在一起可基本上保证该类零件的壁厚均匀。
1. 1 二横截面16 点找正法
图1 所示为其中一横截面的8 点找正图, 要求二横截面上的16 点应在同一个圆柱面上, 达到目的后两端制基准孔。车工以工艺基准孔为基准加工外圆, 然后在外圆进行8 条母线测壁厚, 根据实测壁厚值, 二次上镗床调整两端工艺基准孔的位置。
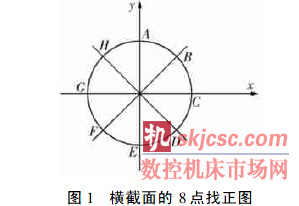
因镗床只能沿x 、y 方向移动, 在A 、C、E、G 点出现薄点时, 坐标直接向薄点移动即可, 移动量为相对点壁厚差的1/ 2。如在B、D、F、H 点出现薄点, 需计算出薄点在x 、y 坐标上的分量叠加值, 然后按x 、y坐标上的矢量和移动坐标。
1. 2 内定心制中心孔切边工艺
用二横截面16 点找正法时, 为提高找正精度, 两个找正横截面必须尽量远一点, 但对于一端封闭一端开口的壳体, 运用这种办法找正精度差( 远截面观察表十分不方便) 、效率底, 流线型外形装夹也不方便。为此, 设计制造自定心制中心孔及切边工装, 比镗工找正提高效率8 倍以上, 且夹具定心精度高于镗工找正精度, 可省一道镗工工序。
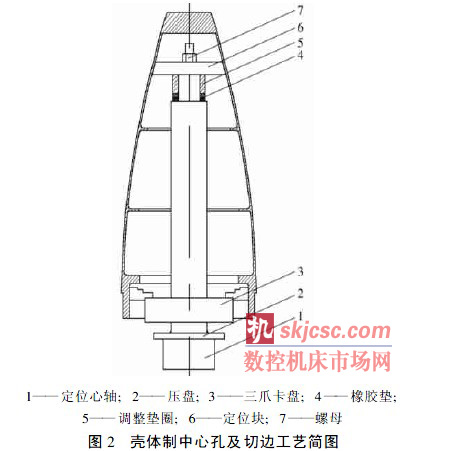
壳体制中心孔及切边工艺简图见图2, 定位块6以壳体零件小端面内曲面定位, 大端以三爪定位。使用时先用立车纵向刀杆给壳体一定压力, 确保定位块6 实施定位的前提下, 再用三爪卡盘3 夹紧工件大端内孔, 然后制中心孔, 切边。使用夹具前应用百分表找正定位块及三爪卡盘的定位部, 保证跳动量小于2mm。橡胶垫4 可在纵向刀杆下压时起缓冲作用。
2 机加中变形控制
大型铸造铝合金薄壁件的找正、定位是精密加工的前提, 为保证大型薄壁件的精度, 还需要控制在机加中的变形问题, 否则难以保证零件的精度。为了有效控制机加过程中的变形, 还应从工序、热处理、夹紧力、切削参数等方面进行合理选择。
2. 1 合理安排工序
为防止大型薄壁件变形问题, 必须合理安排粗、半精、精加工及热处理工序。大型铝合金薄壁件在机加分厂的周转工序都在20 道左右, 通过合理安排工序等措施, 有效地把变形问题控制在较小的范围内。
2. 2 热处理工艺参数优化及合理的尾座压力
原粗加工及半精加工后都有热处理退火去应力工序, 原退火工艺参数为150℃- 2h。为检验该参数是不是最佳参数, 分别在仪器仓壳体及后段上进行热处理子样分组试验, 两种零件子样各分四组, 按不同参数进行热处理, 四组热处理参数分别为150℃- 2h, 150℃- 3h, 150℃- 4h, 150℃- 2h 连续两次, 发现第四种方案退火效果最好, 于是加工正样时把该参数落实到工艺中, 工件质量具有明显的改观。
在正样加工中, 发现“中段”壳体精车后变形严重超差( 变形量达0. 4mm) 。经过认真分析, 认为可能原因有三个: ① 工序间余量需调整; ② 夹具与工件间隙需调整; ③ 尾座压力需调整。于是在铸造废品件上做工艺试验, 经过试验发现, 尾座压力不合理是造成变形超差的主要因素。调整尾座压力后该工件在本工序达到100%合格。
2. 3 控制夹紧力对变形的影响
薄壳体件易在夹紧力作用下产生变形, 所以这类零件加工时应严格控制夹紧力的作用点及夹紧力的大小。我们将薄壁件的镗孔夹具夹紧力作用点全部放在加强筋部位, 且离孔口加工部≥200mm, 以把夹紧力对变形的影响控制到最小。
为保证工件在夹紧力的作用下引起的变形不致引起加工尺寸超差, 加压时可在易变形的待加工部抵百分表, 使加压时变形的指示值远远小于该部机加公差值。
对夹紧力大小的要求应是在保证夹紧可靠的情况下夹紧力越小越好, 并保证夹紧力的均衡。尾段壳体的四翼板对称度要求小于0. 15mm, 开始加工时经常发生零件对称度超差, 有时不对称度达0. 4mm ~0. 5mm ( 该件精加工使用机床为DMU 125P) , 经过分析认为是夹紧力过大引起零件变形所致, 减少夹紧力后避免了对称度超差的现象发生。
为减少因操作夹紧的人为因素造成壳体零件变形, 对夹紧力比较敏感的易变形工序, 全部配置力矩扳手, 比较有效地控制了夹紧力对变形的影响。
2. 4 反复多层切削法
从理论上说, 零件上去掉任何一层, 金属因应力的重新分布都会发生变形。对刚性大的工件, 由此引起的变形微乎其微, 可不必去考虑。但对于易变形的薄壳体件影响很大, 必须在工艺上采取措施予以消除。后段壳体楔环槽使用C630 车床加工难度较大,加工过程中经常产生变形超差问题, 为此采用了“分层切削”的加工这一原理可以广泛用于各种壳体的精加工工序,使因切削引起的零件内应力重新分布引起的变形得到有效的控制。
2. 5 切削参数及刀具角度对变形的影响及控制
2. 5. 1 选择合理的切削三要素
( 1) 选用较小的切削深度: 精加工时切削深度t=0. 1mm~0. 2mm。
( 2) 选用较大的切削速度: 精车工序因考虑壳体本身结构不对称, 转速高时会产生大的动不平衡, 所以切削速度不能太大, 精车时壳体转速为200r / min~120r/ min。较大的切削速度主要指铣加工而言, 铣加工时v = 250m/ min 以上( 相当于10 铣刀8 000r/min 以上) 。切削速度较大时产生的切削热虽然较多, 但切削热绝大部分被切屑带走, 传给工件的很少( 通俗地说, 因切削速度很高切削热还没来得及传给工件就被切屑带走) , 故有利于减少壳体变形。
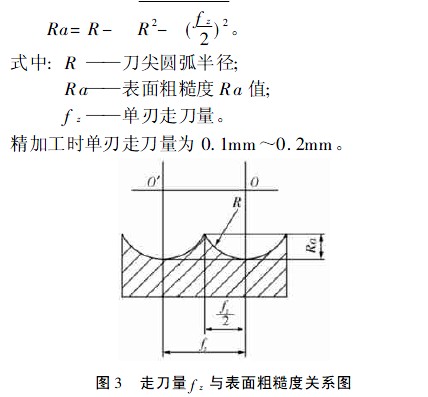
( 3) 选用适中的单刃走刀量f z : f z 受表面粗糙度的限制, 走刀量f z 与表面粗糙度的关系见图3。表面粗糙度Ra 为:
2. 5. 2 选用合理的刀具角度
选用较小的刀尖角可减少径向力, 精车时取刀尖角为30°。刀尖半径R 增大, 径向力将增大, 但R 太小易崩刃, 因此刀尖半径应适中, 精车时取R= 0. 4mm~0. 8mm。采用大前角( r= 30°)制成小的刃口半径,即尽量尖锐。
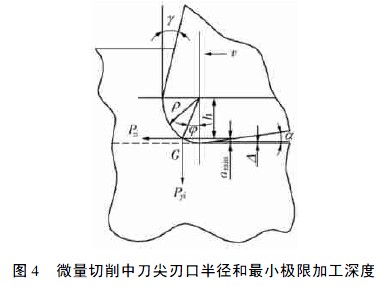
进行微量切削时刃口半径和最小极限加工深度见图4。刃口圆弧上每一点的切削力都可分解成水平分力P z 和垂直分力Py , 并且圆弧上各点的水平分力与垂直分力的比值是变化的。但在半径为的刃口圆弧上总能找到一点G, 在G 点恰好P zi= P yi, G 点即为切屑与金属基体的分离点( 挤压、拉断) , G 点上的金属可被切去。
通过公式推导, 最小极限加工深度amin为[ 1] :
amin= 0. 1 。
G 点以下的金属将被挤压留在工件表面上。刃口半径越大, 被挤压的金属厚度越大( 成正比) , 形成的挤压力也越大, 越易引起工件变形。所以铸造铝合金壳体加工中为减少变形, 要求刀具具有小的刃口圆弧半径。
为保证刃口半径尽量小, 所以切削铝合金的刀片一般不进行化学气相沉积( CVD) 或物理气相沉积 ( PVD) 。这是由于沉积过程中会增大刃口半径, 即刃口的锋利性降低。
涂层刀具不宜用于一些高精度特薄切削层的加工, 这是因为涂层后刀具的刃口钝圆半径较大, 对工件压力也较大。
3 结论
针对大型薄壁件综合运用上述工艺技术进行加工, 对加工件检验, 对应母线的壁厚均值差达到了0. 08mm, 四条母线的壁厚均值差为0. 26mm, 高于镗床找正精度, 壳体的口部圆度可控制在0. 02mm 以内, 满足高精度的工艺要求。壳体内外同轴度可达到0. 02mm 以内, 也使壳体在总装过程中容易进行。本文解决了大型薄壁件加工中出现的技术问题,为相关高精度薄壁件的加工提供了具体思路和措施。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








