
基于SYNTEC的螺旋锥齿轮加工机床数控系统开发(下)
2017-1-3 来源:沈阳工业大学 作者:张西栋
第 4 章 新代数控系统人机界面的设计开发
数控系统应该具有清晰的用户界面,有效的用户提示信息,丰富的图形化任务模型,能够实现自我诊断以及相应信息的记录功能、自我功能巡检以及自我功能优化。根据用户的实际要求对操作界面进行设计,利用客制化的参数输入界面取代繁琐的程序的编制过程。机床操作人员只需在相应的客制界面中输入主要的几个加工参数,后台即可生成相应的加工代码,简化齿轮加工,提高加工任务的可管控性。
4.1 界面系统的整体设计
设计开发的机床是弧齿锥齿轮加工的专用机床,根据项目开发要求,对弧齿锥齿轮加工机床中安装的数控系统人机界面进行客制开发。图4.1 是弧齿锥齿轮加工机床人机界面工作流程。
首先是齿制的选择,选择弧齿齿制,进入弧齿锥齿轮的参数输入界面;然后通过点选底部相应的客制好的功能键,进入齿轮参数输入界面、工艺参数输入界面以及刀具参数输入界面,通过子页面下对应的各个子功能键,进入各自的参数输入界面,完成相应数据参数的输入。
数据参数输入完成之后,通过参数检查模块进行参数自检,如果有错误参数,返回参数输入界面进行参数的修改;如果无误,则进入仿真加工模块。在仿真过程中如果出现刀具与工件的干涉等错误,则返回参数输入界面进行参数的修改,直至错误消除,进入数控加工过程,最后退出程序,完成加工。
4.2 e HMI 客制工具
新代数控系统的客制过程包括专案的建立、画面档与功能键的设计、画面档与相应功能键的链接以及安装文件的封装等过程。 人机界面的客制工作主要由 e HMI 开发软件完成,当按照安装要求将相关模拟仿真软件安装完毕之后,安装目录下就会生成 SYNTEC 数控系统标准的仿真系统文件,如图 4.2 所示,Disk C 之下有三个人机相关的文件夹,一是标准文件夹 Std MMIRes,这是新代的标准人机,不允许修改;二是准系统文件夹 Prd MMIRes,这是新代的准系统文件夹,同样也是不建议修改的;三是客制文件夹 OCRes,这是操作者客制的专区,相关客制文件均保存在该文件夹下。
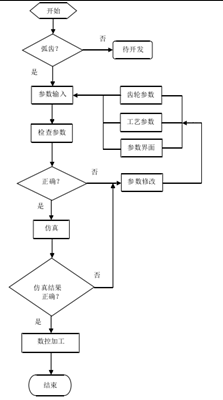
图 4.1 弧齿锥齿轮加工机床人机界面工作流程
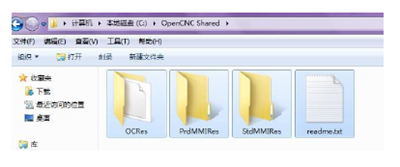
图 4.2 仿真系统文件夹
图 4.3 是新代数控系统 SYNTEC-10B 开机运行的标准人机界面,为了保证原系统的完整性以及客制后系统维护的便利性,相关人机界面的客制工作需要在标准人机界面的基础上完成[54]。相关界面的客制是在 e HMI 中完成的,它由工具栏、工作区、画面档总管/功能键总管、属性框、状态列组成[42],如图 4.4 所示。
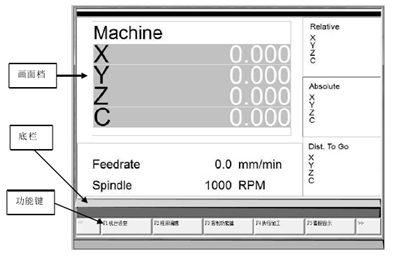
图 4.3 新代 SYNTEC—10B 标准人机界面
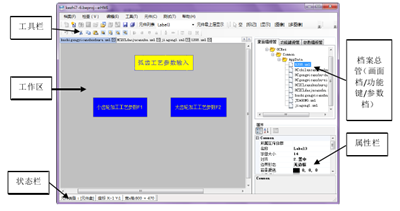
图 4.4 e HMI 客制化工作界面
4.3 人机界面的客制
4.3.1 专案的建立
人机界面由多个功能键(Fenubar)、画面档(Browser)、图片档等组成,而且 e HMI会自动帮助编辑者管理这些档案。界面客制过程表明,通过新增专案的方式,添加画面档和功能键来实现界面的客制,更易于一般编辑人员接受[55]。
在 e HMI 中依次选择“档案”→“新增”→“专案”,如图 4.5 所示然后在弹出的对话框中指定要使用的专案名称“kezhi7-6”与存储位置,点击“确定”。此时弹出新建专案的提示对话框,如图 4.6 所示。我们点选要加载标准人机的 OCRes 文件的位置,进入新的专案,e HMI 将自动加载 C:\OCRes\Common 下的 Cnc Fenu.xml(默认功能键名称)与 Syntec Param.xml(默认参数档名称),以及\OCRes\Common\App Data 下所有画面档,而且在专案文件夹下自动生成“kezhi7-6.beproj”的专案文件以及一个名为“kezhi7-6”的文件夹,该文件夹里面包括“Std MMIRes”、“OCRes”以及“Prd MMIRes”三个与人机客制相关的文件夹。该操作的目的是保证原系统的完整性,便于后续画面档和功能键的客制文件管理。“OCRes”文件夹下的“Common”文件夹用来保存与功能键客制相关的文件资料,而“Common”之下的“App Data”文件夹用来存储与客制画面档相关的文件资料,这样可以保证客制文件与原操作系统的兼容性。

图 4.5 专案建立
图 4.6 新建专案提示框
4.3.2 画面档的客制
人机界面大致分为两部分,一个是基础底层画面,一个是实际在切换的区块上的画面,其中基础底层画面是由\OCRes Dir\Common\App Data\Backgnd.xml 的档案所定义的[42]。对数控系统的界面客制是对切换的区块上的画面进行客制。
一个画面档(Browser)通常由许多元件组合而成,如元件盘、标记、显示元件、图像、输入栏、下拉式选单、按键、坐标显示元件、多图像、多文字等,如图 4.7 所示。在画面档总管区的画面档右键点选“App Data”→“加入新画面档(N)”,在弹出的对话框上填写画面档的尺寸大小值,“名称”一栏不识别中文字符,需要输入英文字符(区分大小写)以及数字字符,如图 4.8 所示。然后在这个空画面档上面添加自己所需要的组件。首先为空画面档添加一个基底面板,基底面板的作用是通过颜色的对比,衬托出顶层元件的功能和名称。具体操作时点选“元件”→“元件盘(Panel)”,设置该元件盘的宽度(width)为 800,高度(height)为 470,使其能够布满整个画面档工作区。设置背景颜色、边框颜色为灰色或者黑色,设置该元件盘的层次为最底层。
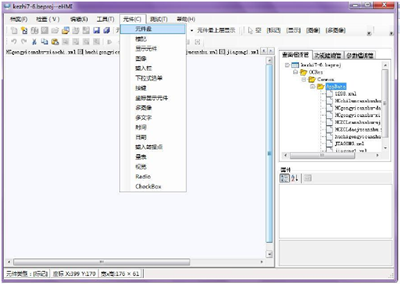
图 4.7 画面档组成元件
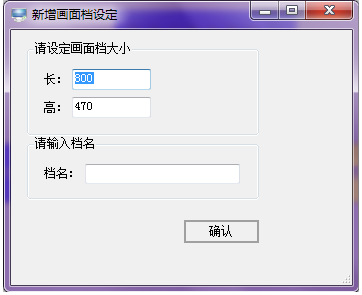
图 4.8 新建画面档对话框
以“齿制选择”显示组件为例,介绍普通显示元件的详细客制过程。在元件盘上添加“标记”显示组件,依次点选 e HMI 工具栏里的“元件”→“标记”,在工作区的基底面板上按住左键拉出一个矩形区块的“标记”组件;然后双击该组件,通过图 4.9所示的组件设定对话框对其尺寸大小、名称标题、字体颜色、背景颜色以及字体大小等属性进行设置。当该元件设置完毕后,可以通过点选 e HMI 工具栏里的“测试”→“测试画面档”选项,对新添加“标记”元件的画面档的客制效果进行仿真测试检验。 其他“显示元件”、“输入栏”、“图像”等元件的添加过程与“标记”元件的添加过程类似,不再赘述。图 4.10 至图 4.16 是根据项目要求客制的部分人机交互界面的画面档。
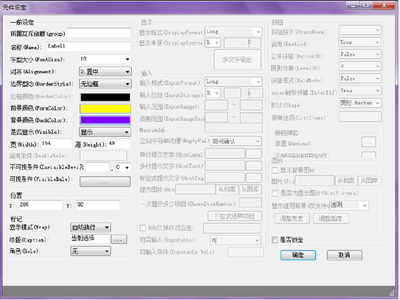
图 4.9 “标记”元件设定对话框
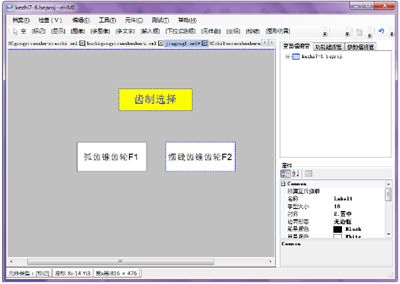
图 4.10 齿制选择画面档
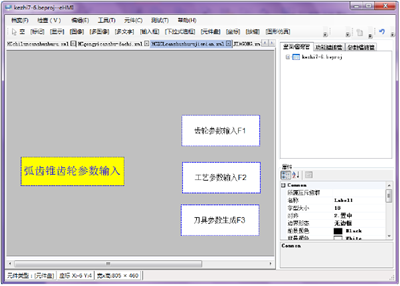
图 4.11 弧齿锥齿轮参数输入画面档
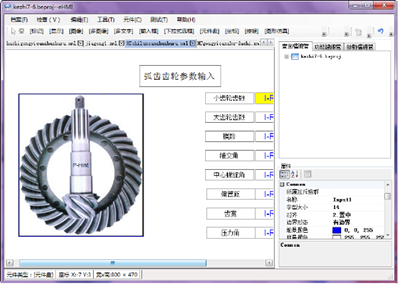
图 4.12 弧齿齿轮参数输入画面档
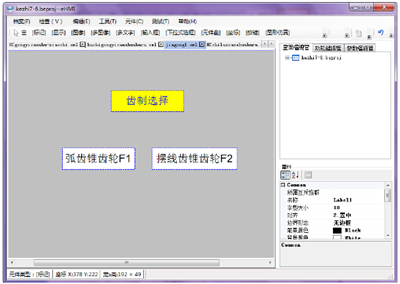
图 4.13 弧齿工艺参数输入选择画面档
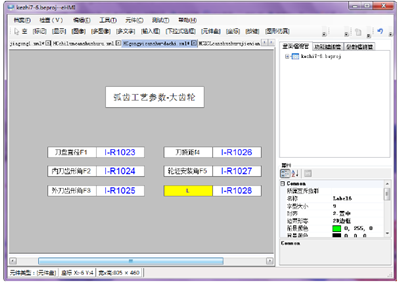
图 4.14 弧齿工艺参数输入-大齿轮画面档
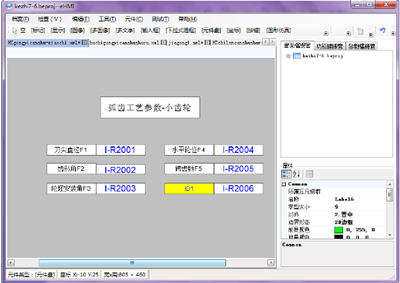
图 4.15 弧齿工艺参数输入-小齿轮画面档
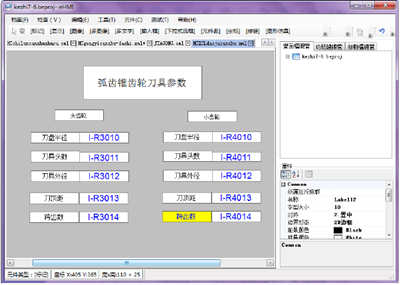
图 4.16 弧齿锥齿轮刀具参数输入画面档
4.3.3 功能键的客制
一个功能键由一个以上的按键列(Fenubar)组合而成。图 4.17 为标准人机主功能键按键列。功能键的客制思路是在主功能键的基础上,通过启用某一个闲置功能键按钮,将该按钮的动作链接至之前客制好的画面档,以进入客制化的界面。以“齿制选择”界面的客制功能键与相应画面档的链接为例,介绍具体的客制过程。
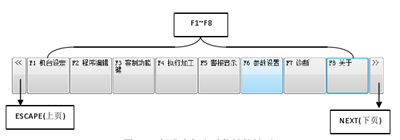
图 4.17 标准人机主功能键按键列
在功能键总管区域右键单击点选“Cnc Fenu5.xml”,选择“新增按键列(F)”,如图 4.18 所示。在弹出的对话框中键入新增按键列的名称“chizhixuanze”后点击确认,然后生成一个按键列,双击“F1”按钮,弹出如图 4.19 所示的 F1 快捷键设置对话框,对该快捷键的标题设置为“弧齿”,将“连接”处打勾,通过选择后方的下拉列表里面的之前已经客制好的功能键名称“huchicanshushuru”,引导至已经客制好的次级功能键“huchicanshushuru”。 点击“不受密码保护的动作”选项卡,弹出如图 4.20 所示的动作设置对话框,将“功能选项总表”中的“切换至客制界面”功能添加到“Action List”里面,然后在右下 角 输 入 已 经 客 制 好 弧 齿 锥 齿 轮 参 数 输 入 界 面 的 画 面 档 名 称“HCZCLcanshushurujiemian”,点击“add”,将其添加到“Action List”里面,完成该功能键的“F1”按键列的动作链接客制。其他功能键的客制以及功能键与画面档之间的链接过程与“齿制选择”的客制过程相似。
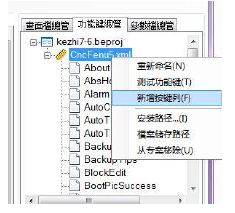
图 4.18 新增按键列
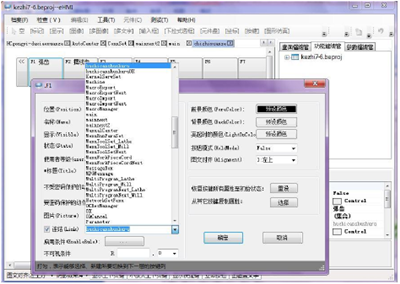
图 4.19 F1 快捷键设置对话框
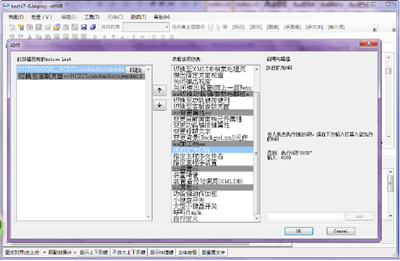
图 4.20 动作设置对话框
4.4 界面系统的测试
各级画面档的客制与相应的功能键的客制完成了数控系统人机界面客制的大部分工作,画面档与功能键的链接完成后还需要通过 e HMI 的测试功能进行相关人机界面的测试仿真工作,以验证相关的客制功能能否达到客制的要求。 e HMI 开发包具有测试仿真的功能,测试分为测试专案、测试画面档、测试功能键、人机实测。本文是通过建立专案的形式对界面进行客制的,所以选择 e HMI 的工具栏里的“测试”,然后点选“人机实测”→“利用本专案 OCRes 测试”,如图 4.21 所示。测试系统就会根据客制好的画面档与功能键进行模拟仿真。图 4.22 至图 4.28 是相关界面的仿真效果图。
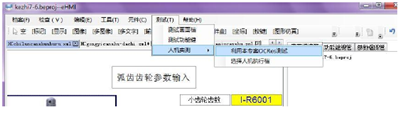
图 4.21 启动测试系统
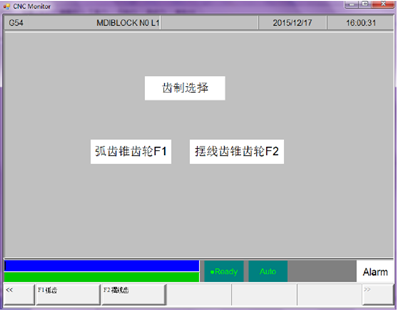
图 4.22 齿制选择界面
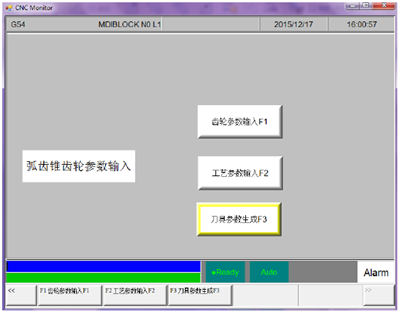
图 4.23 参数输入总界面

图 4.24 齿轮参数输入

图 4.25 工艺参数输入

图 4.26 小齿轮工艺参数输入
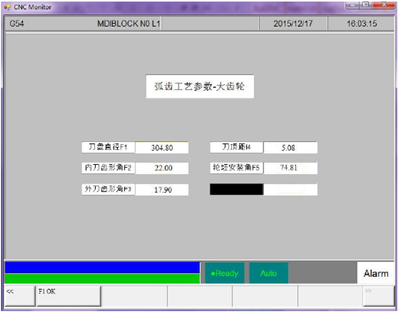
图 4.27 大齿轮工艺参数输入
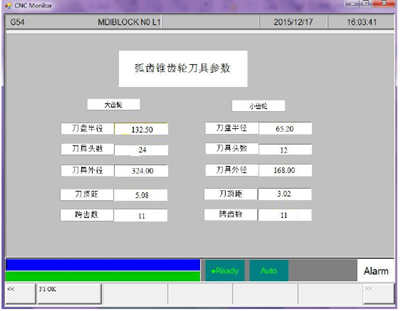
图 4.28 刀具参数输入
4.5 界面层级关系
客制的整个界面是一个画面系统,为了便于分析各级界面之间的从属关系以及更直观的了解画面档内容,绘制层级关系框图[56],如图 4.29 所示。在标准人机界面下添加“齿制选择”界面,然后下分为“弧齿锥齿轮”以及“其他齿制”界面。“弧齿锥齿轮”界面连接到“弧齿锥齿轮参数输入”界面。“弧齿锥齿轮参数输入”界面下分为“齿轮参数”界面、“工艺参数”界面、“刀具参数”界面。“工艺参数”界面和“刀具参数”界面下各自分为大、小齿轮相关参数界面,以此组成整个的界面层级系统。
4.6 多轴群显示设计
用于螺旋锥齿轮加工的是多轴系统机床,在多轴系统中通常需要将$1(第一轴群)、$2(第二轴群)设置为按照轴群设定来显示坐标内容,例如$1 的 XYZC 显示在$1 的坐标组件中,$2 的 AB 显示在$2 的坐标组件中。这样显示比较符合用户的使用习惯,也容易辨认轴与轴群的关系。图 4.30 为主界面轴群分布图。
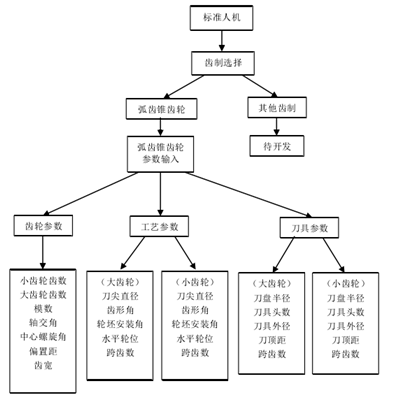
图 4.29 界面层级关系框图
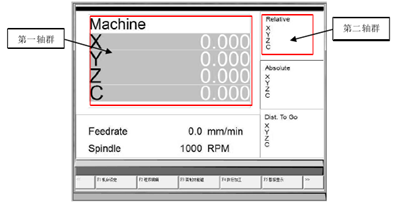
图 4.30 主界面轴群分布图
首先提取相应的配置文件:OCRes\Common\App Data\Pos Coord.xml,然后对该文件进行配置,编程语言如下:
<xml version="1.0" encoding="UTF-8"> <Screen Type="Dot Net Extension"> <Machine coordinate layout > 机械坐标。
<Coord Box> <Page Size>5</Page Size> 一页显示的轴数目,默认为 5。
<Axis Group Source>1</Axis Group Source> 设定要显示的轴群,默认为 0。
</Coord Box> <Relative coordinate layout > 相对坐标。
<Coord Box> <Page Size>5</Page Size> 一页显示的轴数目,默认为 5。
<Axis Group Source>2</Axis Group Source> 设定要显示的轴群,默认为 0。
</Coord Box> <Absolute coordinate layout > 绝对坐标。
<Coord Box> <Page Size>5</Page Size> 一页显示的轴数目,默认为 5。<Axis Group Source>0</Axis Group Source> 设定要显示的轴群,默认为 0。
</Coord Box> <Distance to Go coordinate layout> 剩余距离。
<Coord Box> <Page Size>5</Page Size> 一页显示的轴数目,默认为 5。
<Axis Group Source>0</Axis Group Source> 设定要显示的轴群,默认为 0。
</Coord Box> </Screen> 程序中的“Axis Group Source(0-15)”表示设定所显示的轴群,“0”是默认值,表示显示所有轴群;“1”表示仅显示第一轴群,“2”表示仅显示第二轴群,“4”表示仅显示第三轴群,“8”表示仅显示第四轴群,“3”显示第一及第二轴群(1+2=3),若要显示不同轴群的组合,依此类推。例如:1+4=5:表示显示第一轴群和第三轴群。 “Page Size”(预设为 5,大于 5 画面会超出。)表示设定一页显示的轴群数量。如果欲显示的轴群数目大于“Page Size”,则可使用“Page Down”及“Page Up”切换页面,由于一次按下“Page Down”键将触发所有坐标组件进行换页动作,可以预见若不同的坐标组件设置不同数量的轴群显示,且按下“Page Down”键显示其他轴群坐标信息,将不会很快地切回第一次显示的画面。令 m=“Axis Group Source”数目/“Page Size”,所以必须再按下所有坐标组件 m 的最小公倍数–1 次数,才会回到原来的画面。 “Page Down”按下时,轴群内容会出现“Axis Group Source”所设定的轴群内容,无关 R21(多轴群 CNC 主系统执行模式)所设定的值。完成相关文件的修改之后将对应档案放置于对应路径下,以保证客制的轴群显示能够在数控系统重新启动之后的正常显示。
4.7 专案的封装
在专案模式下客制完成的画面档与功能键需要经过打包封装的过程,生成安装包,复制到相应数控系统文件夹下,通过更新系统的方式,将客制部分内嵌到原装新代数控系统中,方可正常运行[42]。 首先点选 e HMI 工具栏中的“工具”→“检查记忆体是否重复”→“检查档案\专案”,对专案的建立位置与专案参数进行检查,在确保无误的情况下,点选“工具”→“建立安装档”→“打包专案”,将该专案下的所有档案资料压缩成一个 Zip 类型的安装档,将此安装档复制到标准人机磁盘中,然后在标准人机(CNCMon)中升级即可。
4.8 本章小结
本章节首先对客制化界面系统的整体框架进行了相关的设计构造,然后对人机界面的客制软件 e HMI 进行了简单性介绍,论述了客制工作的文件设置问题。在此基础上,通过建立专案的形式,对人机界面各级的画面档、功能键进行了设计客制。通过测试仿真模块,对各级画面档与功能键的相关客制工作进行了仿真检测,在确认各种参数无误的情况下,建立了人机界面的各层级的关系图,使界面之间的层级关系一目了然。按照操作习惯对数控系统的轴群显示界面进行了编程设置。最后将客制的专案进行了软件封装。
第 5 章 新代 PLC 系统
新代数控系统具有内嵌的 PLC 系统,对画面档和功能键的客制工作需要相应地对新代 PLC 系统的参数进行相关设置,保证人机界面的参数与后台 PLC 系统参数传输的稳定性。 5.1 PLC 分类 可编程控制器按其 I/O 接点数的多少、存储器容量的大小、指令多少与其功能的强弱,大致可分为小、中、大三大类[57],如表 5.1 所示。按数控机床 CNC 系统中所用PLC 结构的不同,又分为内装型和独立型两类。
表5.1 PLC 的分类

5.2 新代内装型 PLC 系统架构
SYNTEC-10B 数控系统采用是内装型的 PLC,该型 PLC 是新代科技有限公司为实现 SYNTEC-10B 系统顺序控制而专门设计制造的,它是内嵌在数控系统中的,可以在CNC 装置内部实现与 NC 之间的信号交流。新代的 PLC 系统包括梯形图的输入编辑部分、指令表的输入编辑部分、梯形图语言与指令表语言的转换部分以及指令表语言的编译部分。 梯形图编辑器可以实现插入和删除程序指令、文件的开启和存档、相关程序界面的设计、图形元素的绘制等任务。指令表与汇编语言一样,具有简洁的语法格式,易于被多数编程人员接受,是 PLC 常用的编程语言。作为整个 PLC 系统的一个环节,指令表语言要完成输入和编辑功能,为后续的编译运行过程做准备。将梯形图这样的图形化语言转换为指令表这样的文本化的编程语言是编译工作的主要内容,转换原理就是将梯形图的信息数据从链表的节点中提取出来,按照相关的程序规范转化为指令表,并按照相应的要求,显示在指定区域中。编译的过程实质上就是将高级语言编写的程序翻译为机器语言的过程,该过程转化质量的高低决定着系统程序准确性和运行效率。编译模块是 PLC 程序被系统识别的前提和必要步骤。 SYNTEC-10B 系统内装型的 PLC 与 MT 间的通信是通过 CNC 输入/输出接口电路实现的,如图 5.1 所示。
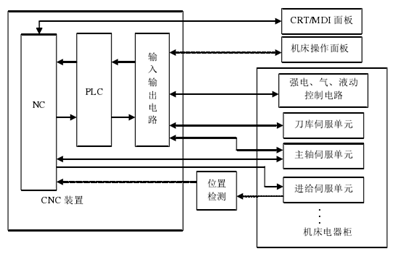
图 5.1 新代内装型 PLC-CNC 机床系统框图
5.3 新代内装型 PLC 特点
内装型 PLC 是作为一种基本的可供操作人员选择的功能出现在 CNC 中的,数控系统的性能、规格、应用机床的类型等因素决定了内装型 PLC 的性能指标。在对 CNC系统进行相关功能的设计、制造时,兼顾了 PLC 硬件和软件部分的功能,这样的设计方案保证了整个系统结构的紧凑性,而且这种设计思路可以提高 PLC 功能的针对性,更有利于 PLC 相关功能的发挥。内装型 PLC 与 CNC 系统共用输入/输出电路,有利于简化控制系统的结构。内装型 PLC 结构可以使 CNC 系统发挥诸如梯形图编辑和传送、CNC 内部直接处理大量信息等更优越的控制功能。
5.4 客制用新代 PLC 寄存器分配
新代 PLC 主要提供 I、O、A、C、S、R、CT、TI 等八个元件,供程序编辑人员使其中“I”是实体输入接点(Input)。图 5.2 是新代数控系统的客制过程中内置 PLC与机床系统的整体架构图。“O”是实体输出接点(Output)。“A”是虚拟辅助接点(Auxiliary),从 A0-A511 共有 512 个接点。“C”是 PLC 控制 CNC 指令(PLC CNC Command),从 C0-C511,共 512 个接点。“S”是 PLC 读取 CNC 状态(PLC CNC Status),从 S0-S511,共 512 个接点。
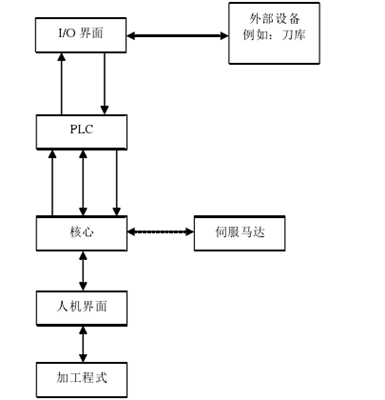
图 5.2 SYNTEC 客制化中的新代 PLC 架构图
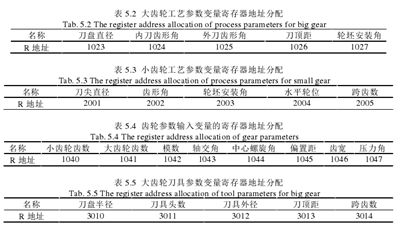
“R”是 PLC 与 CNC 双向 32 位元暂存器(PLC CNC Register),从 R0-R65535,共 65536 个接点,实际客制工作中使用的输入寄存器地址分布是 R1023-R4095,该地址段是人机界面客制中既允许操作者进行“读取”操作,又可允许操作者进行“写入”工作的地址段之一,对应的全局变量@11023-@14095。在人机界面的客制过程中输入变量与对应的寄存器地址关系,如表 5.2 至表 5.6 所示。

5.5 M/S/T 码的信号传递
机床操作者在程序中使用“M”码,用以驱动周边设备,如油冷机构、送料机构等。编入“S”码是为了设定主轴转速,“T”码是执行换刀动作的。编入的 M/S/T 码,可以将相关电机转动动作与 PLC 的输入输出信号做同步控制。其动作流程如图 5.3 所示。
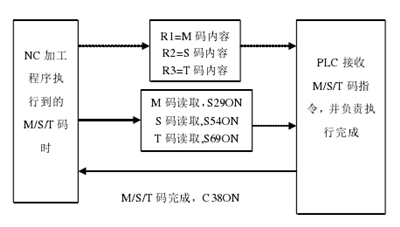
图 5.3 M/S/T 码动作流程
当加工程序执行到 M/S/T 码时,核心会发出 S29/S54/S69 的 M/S/T 码,读取 M/S/T码给 PLC,核心控制器会将 M/S/T 码的内容放在 R1/R2/R3 寄存器中,例如当加工程序执行到“M3”时,控制器会将“3”存入“R1”寄存器内;当加工程序执行到“T5”时,控制器会将“5”存入“R3”寄存器。当 PLC 接到 M/S/T 码后,就开始执行预先规划的动作。待 M/S/T 码执行完毕后,PLC 将触发 M/S/T 码完成信号给核心控制器,核心收到 C38 ON 后,确认 M/S/T 码动作完成,才会继续向下执行加工程序。
5.6 新代 PLC 的警报视窗系统
新代数控系统中相关警告信息的显示,都是由新代内置 PLC 触发的。PLC 触发的信息会自动记载在控制器之中,提供给操作者诊断依据。当 PLC 发出警报信号时,控制器将警报字符串显示于控制器的屏幕上,并不会自动中止其他执行中的任何动作,如果需要终止程序加工或其他执行中的动作,需要在 PLC 程序中另行处理。
5.6.1 新代系统内定警报
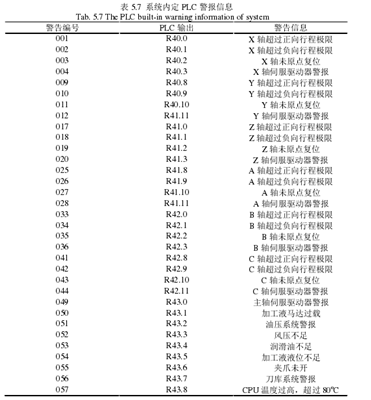
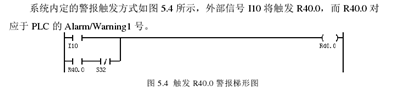
当 PLC 输出 R40-R43 时,控制器屏幕会立即根据表 5.7 的内容,弹出相应的警告信息。
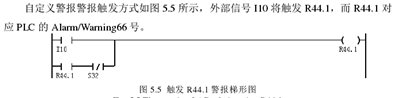
5.6.2 自定义警报
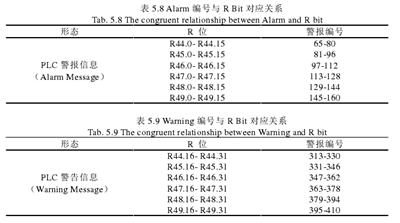
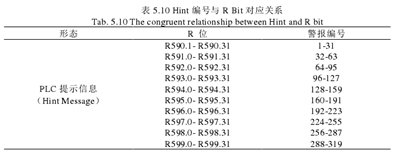
新代控制器提供 96 个 PLC Alarm,96 个 PLC Warning 以及 319 个 PLC Hint 供使用者自行定义,表 5.8-表 5.10 分别是 Alarm,Warning,Hint 的编号与 R Bit 对应关系表。此外,PLC Alarm/Warning 编号 1 至 64 号为系统内定警报区,不允许操作者重复使用。
(1)客制文件存放路径
1)中文版 Disk C/OCRes/CHT/String/Alarm Msg_CHT.xml。
2)英文版 Disk C/OCRes/Common/String/Alarm Msg_common.xml。
(2)档案格式
<Message ID=”Alarm Msg::MLC::ID=xxx” Content=”警报内容” />,其中 xxx 为对应PLC Alarm/Warning 的编号,标识符母为 MLC。
<Message ID=”Alarm Msg::MLCHint::ID=xxx”Content=”警报内容” />,其中 xxx 为对应 PLC Hint 编号,标识符母为 MLCHint。
(3)Alarm Msg_common.xml 客制范例
1)中文版 <Message ID=”Alarm Msg::MLC::ID=1” Content=”X 轴超过正向硬件行程极限”/> <Message ID=”Alarm Msg::MLCHint::ID=10” Content=”第 10 号提示” />
2)英文版 <Message ID=”Alarm Msg::MLC::ID=1” Content=”X+hardware stroked limit exceed”/> <Message ID=”Alarm Msg::MLCHint::ID=10”Content=”10th Hint” />
5.7 本章小结
本章节论述了 PLC 的分类,对新代内装型的 PLC 进行了框图性的归纳,以此为基础,对新代内装型 PLC 的性能特点进行了总结。按照客制的要求,通过架构图的形式对客制过程中的新代数控系统内装型 PLC 进行了描述,进而通过表格的形式分析了客制过程中各输入变量的 R 寄存器地址分配,同时论述了 M/S/T 码的动作过程,研究了新代 PLC 系统的警报视窗系统以及基本的 PLC 警报系统的制作过程。
第 6 章 结论与展望
本课题针对弧齿锥齿轮的加工要求,对新代数控系统进行了人机界面系统的设计,并对与客制相关的数控系统软件工具以及相关的硬件设备进行了一定的研究,主要研究成果如下。
首先研究了螺旋锥齿轮加工理论的相关知识。阐述了弧齿锥齿轮的啮合原理以及能够解决齿面几何问题和运动问题的相对微分法。通过构建啮合方程,得出了运动曲面持续啮合的前提条件是两曲面在法线方向的分速度必须相等。分析了齿轮啮合的局部共轭原理以及弧齿锥齿轮齿面建模的过程。弧齿锥齿轮加工理论为人机界面的开发设计提供了理论支撑。 其次,对新代 SYNTEC 数控系统以及二次开发所利用的模拟仿真软件进行了整体性的研究,对软件安装过程中的特殊要求进行了特别说明,保证了相关客制软件的正确安装,为课题研究的顺利进行奠定了软件基础。 再次,对新代 10B 控制器的架构以及开放式 CNC 进行了归纳总结,研究了新代开放式系统的性能优势,搭建了 SYNTEC 开放式架构。对直接影响数控系统人机交互性的新代控制面板进行了相关分析,奠定了客制工作的界面基础。 然后,搭建了客制化界面系统的整体框架图以及弧齿锥齿轮加工系统的人机界面工作流程图。基于e HMI 的软件基础,建立了人机界面的客制专用专案,按照齿轮加工的工艺要求对人机界面各级的画面档、功能键进行了设计客制。 通过测试仿真模块,对各级画面档与功能键的相关客制工作进行了仿真检测,确保了各种参数的正确性。完成了加工变量的传送、简单加工程序的自动生成,验证了客制工作的正确性。
构建了人机界面的各层级关系框图,使界面之间的层级关系一目了然;按照操作习惯对数控系统轴群显示界面进行了编程设置,最后将客制的专案进行了软件封装。 最后,根据客制的要求,采用架构图的形式对客制过程中的新代数控系统内装型PLC 进行了研究。通过表格的形式分析了客制过程中各输入变量的 R 寄存器地址分配,同时论述了 M/S/T 码的动作过程。
本课题虽然对新代 SYNTEC-10B 数控系统的人机界面进行了客制,达到了基本的加工要求,但是由于时间有限,还存在一些不足和需要完善改进的地方。
首先,人机界面在齿轮形象化方面有一定的完善空间;其次,客制过程中做了齿轮加工的一些基本参数的传送,完成基本的仿真动作和相应代码生成,还不够完善和稳定;再次,个别界面的参数输入功能也有改进完善的空间。
针对人机界面系统的不足进行相应的完善和改进,新代 SYNTEC-10B 数控系统在弧齿锥齿轮加工中将会表现出更明显的功能优势,提高齿轮加工效率,丰富螺旋锥齿轮加工技术,完善相关的技术储备。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多本专题新闻
名企推荐







专题点击前十
| 更多

