
[摘要] 本文重点研究大型空冷水轮发电机定子线圈制造工艺。根据线圈特点,制定成型、焊接、主绝缘固化等序操作工艺,并在三峡右岸定子线圈下线、试验过程中证明了新工艺的实用性。
[关键词] 水轮发电机;空冷;定子线圈;制造工艺
1 引言
散热是制约特大容量电机制造的一个主要障碍,因此历史上大容量水轮发电机多采用水内部冷却,如1962 年投入运行的我国自行研究的10MW 发电机组。近期三峡左岸水轮发电机组等均采用了定子绕组水内部冷却。
采取水内冷结构的水轮发电机不仅设计、制造难度大,且要有独立的水循环系统,给维护、保养带来不便,且在运行过程中存在一定安全隐患。近年来随着科技进步、材料更新及发电机绝缘技术的发展,哈尔滨电机厂有限责任公司相继研制出三峡右岸、龙滩、拉西瓦等700MW 空冷水轮发电机组,其定子线圈采用空气冷却,大大提高了运行可靠性,简化了机组的维护、保养,但相应给生产制造提出了新课题。
2 700MW 空冷水轮发电机定子线圈特点及制造难点
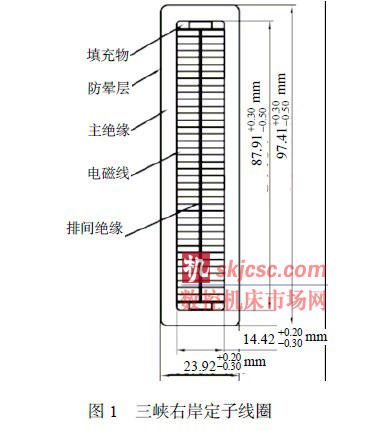
三峡右岸机组是目前国内单机容量最大、额定电压最高的空冷水轮发电机,额定电压20kV,额定容量700MW 。定子线棒导线采用空冷结构, 采用80-1.9×6.7/2.11×6.91 双涤纶玻璃丝包烧结铜扁线,定子铁心长度3200mm , 导线截面尺寸14.42mm×87.91mm,引线为“L”型连接板结构,主绝缘为模压固化工艺。
三峡右岸定子线圈虽然没有空芯线,但与普通中小型发电机定子线圈相比还具有以下特点:定子线圈直线长(3460mm)、截面尺寸大(导线高宽比大于6),主绝缘薄,外形尺寸精度要求高。图1 为三峡右岸定子线圈截面图。在生产制造过程中有以下难点:
(1)导线成型过程中转角股线易瓢;
(2)线圈引线为“L”型导电块一体封焊结构,几何尺寸难以保证;
(3)由于高宽比大,主绝缘压制过程中,截面尺寸难控制;
(4)主绝缘采用“均压层”结构,其工艺操作要求苛刻;
(5)电气性能要求水平高,高于常规产品。
3 解决方案及工艺操作
3.1 导线成型压制
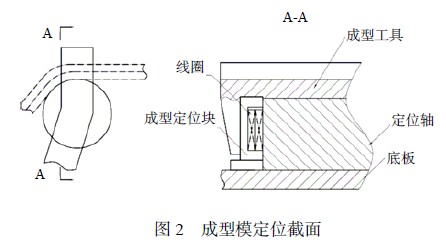
由于大型空冷水轮发电机定子线圈股线多,高宽比大,按原有成型工艺操作,线圈出现股线成型不到位、不完全及股线瓢等问题。成型过程中不仅造成股线绝缘损伤,批量成型后还出现线圈成型一致性不好的问题。为能保证线圈成型质量,在成型序采用专用成型工具,用成型模具保证线圈一致性,排除人为因素的干扰,图2 为成型模定位截面图。
由于线圈整体固化后极易变形,因此设计、制作了导线专用冷却装置,以保证在卸模后线圈几何形状的一致性。
3.2 导线封焊
三峡右岸等 700MW 空冷定子线圈,并没有采用原有并头板焊接设计,而是在定子线圈引线上焊接导电块,待上下层线圈下线后在导电块对接处进行焊接。为保证线圈下线后导电块焊接面积满足设计要求,对线圈升高、节距、总长等几何尺寸要求十分苛刻。经试验摸索,采用成型模定位,线圈引线、导电块一次封焊成型工艺并设计、制作了引线封焊专用夹具,用来保证焊接后线圈几何尺寸。图3 为封焊专用夹具截面图。

3.3 导线均压层处理
为提高线圈耐压水平,大型空冷水轮发电机定子线圈导线,采用了“均压层”结构,即线圈进行绝缘包扎前对线圈导线进行处理,处理前要根据电磁计算等确立导线的R 角,及相应的漏铜点间距。绝缘前导线处理相对复杂,此种工艺要求一致性要好,为此操作要严格按工艺操作,由专人、专用工具检查R 角。导电层涂刷要均匀,厚度一致,并由绝缘包扎操作者互检导线尺寸,发现不合格产品立即返修。通过试验,很好地保证了线圈导线质量。
3.4 绝缘包扎
绝缘包扎是线圈制造的特殊工序,包扎时云母带的柔软性、带子的张力、包带均匀性、对线圈的性能都有影响。
在进行主绝缘包扎时发现:普通包带机包扎后,按理论计算,若满足绝缘层数,则包扎后尺寸偏大,线圈模压后出现尖角。随后又在进口数控包带机上试验,经反复调整程序,同时对转角处绝缘进行特殊处理,最终使主绝缘层数满足了设计要求,主绝缘包扎后尺寸符合图纸要求,模压后也没有出现明显尖角、圆角现象,杜绝绝缘发偏现象。另外绝缘包扎前要控制好云母带的预热温度,保证包扎的紧密度。
3.5 主绝缘固化
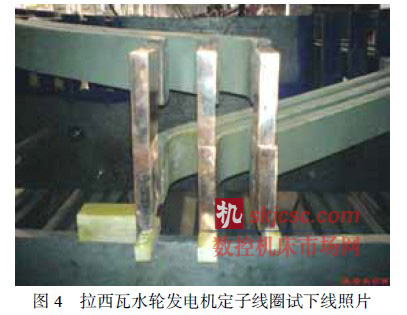
为保证线圈在下线过程中满足升高±1.5mm、节距±2mm 的要求,模压序重新设计制作了导电卡子,使其不仅具有良好的导电性能,同时还兼有定位的功能,保证线圈升高、节距符合设计要求。成品线圈在校验模上试下线效果良好。图4 为拉西瓦定子线圈试下线照片。
为保证模压时线圈直线与端部及转角部位温度一致,避免线圈外观尖角、圆角尺寸超差。一方面对模压设备进行相应调整,另一方面在温度、加压方式上摸索模压工艺。
同时还根据线圈形状设计制作了线圈模压后冷却专用工具。该工具为多点支撑平台,配有专用卡子。操作简单,实用性强,只需要将卸模后线圈吊装到冷却工具上,固定好直线部位,端部卡子就能有效保证线圈几何形状符合要求。
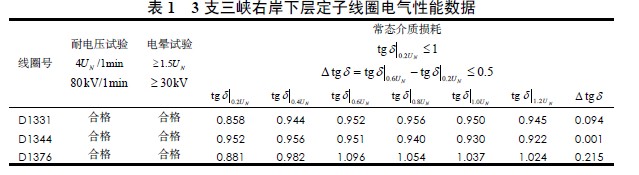
经过以上试验确定了合理的工艺操作方法,消除了主绝缘模压过程中的温差,保证了线圈外观质量并通过80kV,1min 耐压试验。表1 为3 支三峡右岸下层定子线圈电气性能数据。
4 小结
通过三峡右岸、龙滩、拉西瓦等产品的生产制造,总结出一套适合于700MW 空冷水轮发电机定子线圈的制造工艺。经三峡右岸定子线圈工地下线验证,各项性能均达到设计要求,证明了700MW 空冷水轮发电机定子线圈制造工艺的可行性,为今后生产大型空冷水轮发电机定子线圈提供了宝贵经验。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








