
现在汽车产业飞速发展,各大厂商竞争异常激烈,汽车消费市场早已进入买方市场。那么,各大厂商就必须在短时间内低成本地生产出消费者所喜爱的各种汽车,才能抢占市场,赢取利润。在汽车生产周期中当属模具的开发周期最长,所以缩短模具开发周期成为新车型抢占市场的重中之重。
汽车覆盖件冲压模具的主要制作环节是:冲压工艺制作→模具设计→实型制作与模具铸造→数控编程与加工→模具装配与调试。本文重点介绍数控编程与加工环节如何提高效率,以及对一些相关联加工效率的环节作简要探讨。
型面数控加工主要分为粗加工、半精和精加工、清角加工三大步骤,通过合理的工艺方法和先进设备可以大幅提高加工效率。
1.部分工件采用牛鼻刀开粗可大幅提高加工效率
下面以某车型翼子板拉延模凹模为例(见图1),编程软件为POWERMILL,材质为钼铬铸铁,总余量为12mm,比较一下两种不同开粗方法的加工效率。
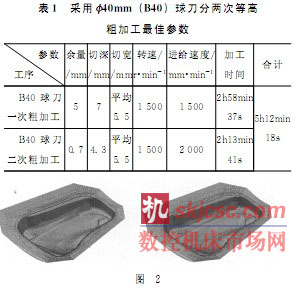
第一种方法采用Ф40mm球刀分两次最佳等高粗加工(见表1、图2)。
第二种方法用Ф63mm刀尖、R6mm的牛鼻刀一次粗加工,再用Ф40mm球刀二次粗加工(见表2、图3)。
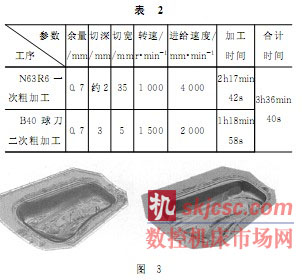
通过以上比较看出,此工件利用牛鼻刀粗加工节省加工时间5h12min18s-3h36min40s=1h35min38s。仅仅一个凹模的粗加工效率就提高30.6%。
下面针对两种刀具开粗加工的优缺点做简要对比(见表3)。
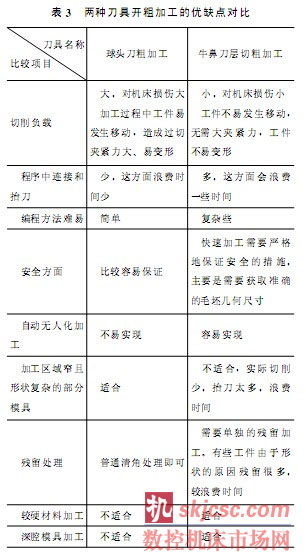
从以上例子和表格内容综合考虑,有些工件很适合使用牛鼻刀进行粗加工,效率提升很明显,而且切削负载小有利于节省机床,实现粗加工的自动化,所以我们要根据实际情况选用牛鼻刀层切粗加工,以便实现粗加工效率的提高。
牛鼻刀层切粗加工的难点是如何获取准确的毛坯几何尺寸,这是需要投入资金的,一般的中小企业是需要慎重考虑的,或者做不到的,或许管理者也没有这样的意识。
可以从制造工艺考虑解决毛坯问题,但有时需要牺牲一点数控时间,但总的还是比传统的加工效率高。
通过Atos扫描获取准确毛坯几何尺寸作为粗加工的参考是一种不错的方法,如图4所示。Atos扫描后的文件可以转化为STL文件,有些CAM软件(例如Powermil)支持直接对STL数据格式数模的参考,甚至可以对其直接当作加工数模,这样我们就可以获取准确的毛坯几何尺寸,从而可以保证高速层切加工的安全性,去除无用的空走刀。

能够保证毛坯的准确性,剩下最重要的就是要选择合理的刀具和相应的切削参数,这与加工材料和机床特性有关系,所以要根据厂家的具体情况具体分析。选择出金属去除率最大的刀具和相应的切削参数,保证加工效率的最优化。
如图5所示,在编程上也有很多细节参数需要注意,例如下刀距离尽量给小些,减少慢速下刀带来的浪费;保证刀具轨迹流畅和安全的前提下,切入切出尽量短,减少过长的切入切出带来的浪费;无用的抬刀尽量少,减少空走刀的浪费等。

2.采用高速精加工设备提高效率
专业模具厂配有高速加工设备专门做精加工,有些设备还专门配有高速加工铣头,转速都在10000r/min以上,有的机床采用中空冷却的丝杠和很好的润滑方式,长时间加工的进给速度也可以达到10000mm/min,甚至更高,所以充分利用这些设备的高速精加工特性是提高精加工效率的有效途径。
当然设备的优势要靠好的程序去体现,编程的时候要安排好加工工艺,选择合适的加工策略,编制流畅的、适合高速加工的刀轨,以充分体现设备的高速加工优势。
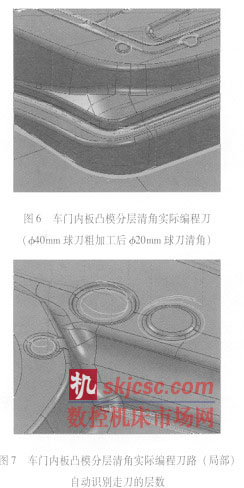
3.采用效率更高的清角方法
分层清角是提高粗清角和实现自动化的有效途径,该方法可以自动识别残留区域,对残留根部进行分层去除余量,切削量均匀,所以可以实现高速进给,提高效率,实现自动化,并且有利于提高刀具使用寿命(见图6、图7)。
不仅仅是编程方法和先进加工设备的使用,工艺设计方面和很多细节,对加工效率都有不同程度的影响,我们注意这些方面的改善,对覆盖件模具加工效率的提高大有帮助。
4.合理的长短刀具分开加工
在满足表面加工质量要求的前提下,尽量长短刀具分开加工,以提高加工效率和表面质量。现在的大型软件一般都具有精确的刀柄和夹持碰撞检查功能,或具有机床碰撞仿真检查功能,这就帮助我们可以在保证安全的前提下,把刀具的长度降到最短,以保持刀具的刚性,从而保证了加工效率和表面质量。
5.细心的编制每一个加工程序
编程多花1h,数控节约10min,成本上考虑是划算的,而且对于有计划地统一安排生产来说,这不是浪费时间,而是实实在在地缩短生产周期。假如每个程序数控加工节约1min,一个工件加工下来,不止20、30个程序,那么可以想象,一个整车的模具就因为编程仔细了一点,会提高多少效率。所以作为编程工程师来讲,要有高度的责任心和细心,处理好每一个程序,如程序顺逆铣处理,手动排好刀路等。
6.减少装刀、换刀等辅助时间
通过刀具信息的精确指示实现刀具的提前配送,或者根据已经配备在机床刀具库中的刀具编程,减少因刀具装夹和更换刀具所造成的时间浪费,表4中刀号、刀具类型、刀柄名称及伸出长度等全部自动生成,一目了然。
(1)根据各类模具不同工序的要求合理选择加工参数,避免造成"质量过剩"的加工汽车覆盖件分为A、B、C、D、E各种类型,每一类工件又是由不同工序的模具完成的,这些模具由于种类不同、工序不同,所以加工要求也就不同。例如A类覆盖件的拉延模对加工精度和表面质量要求都很严格,我们就要选择合理的转速进给和步距保证表面加工质量,同时我们要安排好加工工艺,保证不在重要外露面留下任何接刀痕迹。而修边模具尤其是上模对轮廓要求精度很高,而型面就不做细致要求,所以型面粗略加工即可。因此,我们要根据具体情况做出最经济的加工,以提高加工效率。

(2)合理的让空处理,减少加工范围,从而节省加工时间在不影响模具使用强度和工作性能的前提下尽量在设计阶段就做好让空处理,空开铸造(如图8所示),从而省去这部分的数控加工;其次,在粗加工时做好让空处理(如图9所示),只保留修边刃口附近合理的压料范围,周围让空2mm,粗加工即可省去占用工时的精加工,从而提高加工效率。

(3)不遗余力提高冲压工艺技术水平,减少因为工艺不合理导致的反复加工例如高强度钢板梁类件模具,由于难以准确地把握回弹量,导致模具反复上机床加工,不但降低了模具的品质,而且极大地影响了模具的生产周期。
反复加工调试造成的浪费是惊人的,但是由于覆盖件成型的复杂性,一次性完成往往也是很难做到的,但是我们仍然要不遗余力地积累经验和数据,提高工艺制作水平,减少反复上机床加工的次数。
7.结语
综上所述,提高汽车覆盖件模具加工效率应注意先进工艺方法和细节的把握。另外一定要"硬件"与"软件"相结合,作为企业来讲,不要只注重 "硬件"的投入而忽略"软件"(包括应用软件、工艺、研发和人员的培养等)的投入,越是先进的企业,在"软件"投入方面的力度越大,生产效率越高,周期越短,盈利能力越强。"硬件"对于有资金实力的企业都可以买,"软件"投入的收获,才是他们引以为傲的、享用多年的无形资产。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








