
1 概述
大型薄壁套为液压缸体中内衬套,加工后镶嵌到液压缸体中,并在上下端面处焊接,经时效处理后,内孔磨削至尺寸。因其壁薄、刚性差、强度弱,采用简单四爪装夹时,薄壁套椭圆变形,形位误差增大。镶嵌到液压缸体中时,薄壁套与液压缸体径向产生间隙,在活塞环往复工作时薄壁套径向变形产生泄漏,无法使用。因此,在加工薄壁套时必须保证形位公差要求。本文从工件装夹、刀具、切削用量等方面论述了解决方案。
2 解决措施
2.1 装夹方式的选择
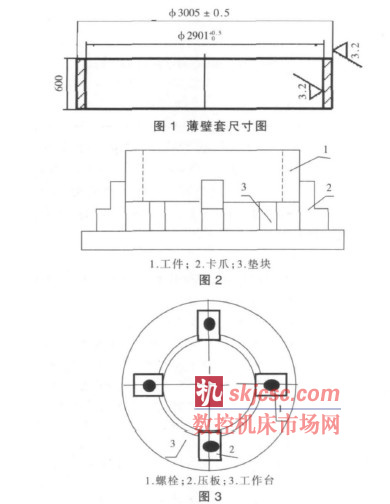
图1 所示为套类薄壁零件。它的内外圆直径差小,壁薄,强度当然就弱,如果在工作台上用四爪夹紧时用力过大,就会使薄壁零件产生变形,造成零件的圆度误差。如果在卡爪上夹得不紧,在车削时有可能使零件松动、甩出而报废。调整夹紧力的大小,我们采取粗车时夹紧些,精车时夹松些来控制零件的变形。
从图2 中可以看到零件是在四爪卡盘上装夹,零件只受到四个爪的夹紧力,夹紧力会使工件变扁,从而使零件变形。如果将零件上的每一点的夹紧力都保持较松,减少每一点的夹紧力,采用轴向压紧这种现象就能改变。
如图3 所示,把工作台面上的卡爪卸下,用四件螺栓轴向压紧。采用后一种方法夹紧,零件的变形小,方法可行。
如果我们转移夹紧力的作用点,即在工件内孔卡爪对面四个方向,增加附助支承,径向夹紧力在径向支承作用下不会使件壁变型。通过实践分析:添加内孔支承的方法,有利于承载夹紧力,而不致使零件变形。
2.2 选用合理的切削用量
薄壁零件车削时变形是多方面的。装夹工件时的夹紧力,切削工件时的切削力,工件阻碍刀具切削时产生的弹性变形和塑性变形,使切削区温度升高而产生热变形。切削力的大小与切削用量密切相关。从金属切削理论中可以知道:背吃刀量ap,进给量f,切削速度V 是切削用量的三个要素。
车削过程中,背吃刀量和进给量同时增大,切削力也增大,变形也大,对车削薄壁零件极为不利。减少背吃刀量,增大进给量,切削力虽然有所下降,但工件表面残余面积增大,表面粗糙度值大,使薄壁零件的内应力增加,同样也会导致零件的变形。
所以,粗加工时,背吃刀量和进给量可以取大些;精加工时, 背吃刀量一般在0.2~0.5mm, 进给量一般在0.1~0.2mm/r,甚至更小,切削速度6~100m/min,精车时用尽量高的切削速度,但不易过高。合理选用三要素就能减少切削力,从而减少变形。
2.3 合理选择刀具的几何角度
在薄壁零件的车削中,合理的刀具几何角度对车削时切削力的大小,车削中产生的热变形、工件表面的微观质量都是至关重要的。刀具前角大小,决定)着切削变形与刀具前角的锋利程度。前角大,切削变形和摩擦力减小,切削力减小,但前角太大,会使刀具的楔角减小,刀具强度减弱,刀具散热情况差,磨损加快。所以,一般车削钢件材料的薄壁零件时,用高速钢刀具,前角取6~30°,用硬质合金刀具,前角取5~20°。刀具的后角大,摩擦力小,切削力也相应减小,但后角过大也会使刀具强度减弱。在车削薄壁零件时,用高速钢车刀, 刀具后角取6~12°, 用硬质合金刀具, 后角取4~12°,精车时取较大的后角,粗车时取较小的后角。主偏角在30~90°范围内、车薄壁零件的内外圆时,取大的主偏角。副偏角取8~15°,精车时取较大的副偏角,粗车时取较小的副偏角。
2.4 砂带磨削降低内外圆粗糙度,系统震动小且稳定性好
大型薄壁类零件,有的内外圆粗糙度值要求低,用砂带磨削可有效降低粗糙度。由于砂带机本身质量轻,其磨削工艺结构系统的平衡状态易于控制,所有的回转部件如接触轮、驱动轮、张紧轮等磨损极小,不会出现象砂轮那样的动不平衡因素。此外,砂带的弹性磨削效应能够大大减轻或吸收磨削时产生的震动和冲击。磨削速度稳定,砂带驱动轮不会象砂轮一样越磨直径越小速度越慢。砂带磨削工件表面质量高主要表现在表面粗糙度值小,残余应力状态好,以及表面无微观裂纹或金相组织变化等现象。砂带磨削切削力小,不易引起工件振动与变型。
2.5 切削液对薄壁零件的影响
用高速钢刀具粗加工时,以水溶液冷却,主要降低切削温度;精加工时,中、低速精加工时,选用润滑性能好的极压切削油或高浓度的极压乳化液,主要改善已加工表面的质量和提高刀具使用寿命硬质合金刀具,粗加工时,可以不用切削液,必要时也可以采用低浓度的乳化液或水溶液,但必须连续地、充分地浇注;精加工时采用的切削液与粗加工时基本相同,但应适当提高其润滑性能在车削过程中充分使用切削液不仅减小了切削力,刀具的耐用度得到提高,工件表面粗糙度值也降低了。同时工件不受切削热的影响而使它的加工尺寸和几何精度发生变化,保证了零件的加工质量。
3 结束语
本文介绍的大型薄壁类零件加工预防变型的方法主要应用于超大直径圆盘或圆环零件的内外圆周表面的加工,不需要专门的加工工装,方法造价低,加工方法简单可行,操作方便。夹具的安装和调整也比较方便,尤其是对于一些超大型高精度的圆盘类零件进行精加工时,可因地制宜,加工周期短,能满足用户设计需要。另外,砂带机的结构也很简单,可自行制作或外购成品。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








