
1 矩形花键加工现状
现阶段高精度矩形花键的加工,通常是采用铣切或滚切成形,再磨削花键达到设计要求。在铣切加工矩形花键时,一般采用专门设计的T 形槽铣刀,这种铣刀适合大批量专业化生产,针对中、小批量非专业化生产采用三面刃铣刀及片铣刀。对于无法磨削的高精度矩形花键加工,尚无参考资料。现行矩形花键相关国家标准均是针对小径定心,而由于该细长轴端高精度矩形花键的特殊结构采用大径定心。
2 细长轴端高精度矩形花键加工难点分析
该零件材质为2Cr12NiMo1W1V,锻件并经调质处理,总长达1552.2mm,花键处直径仅42mm,长径比达37 倍,是典型的细长轴类零件,而矩形花键位于该轴件的一端,其毛坯图如图1 所示。从该花键的结构特点分析,由于轴件过长和结构限制,该矩形花键无法采用我公司现有花键铣床、滚齿机等专用设备加工。

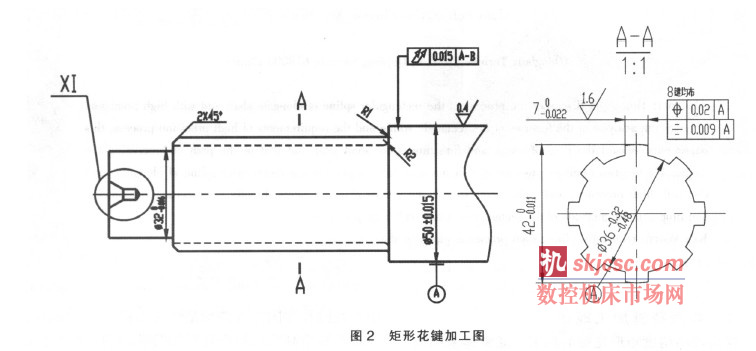
该矩形花键尺寸公差和位置公差都极为严格,键齿宽度公差为0.022mm,位置度要求为0.02mm,键齿两侧面对称度要求为0.009mm,加工存在很大难度,如图2 所示。
3 细长轴端高精度矩形花键的加工
该细长轴端高精度矩形花键的加工重点是加工刀具的选型、切削参数的确定、加工方法的确定以及数控程序的编制。根据对该花键结构分析和对公司现有设备情况调研结果,现拟在DMG CTXgamma2000TC 车铣复合机床上完成,程序编制采用机床自带Siemens ShopTurn 模块化编程系统。3.1 细长轴端高精度矩形花键的加工方案设计针对此细长轴端高精度矩形花键的结构特点和加工难点,分别设计了矩形花键的粗加工方案,精加工方案和花键小径加工方案,在精加工方案和花键小径加工方案中分别采用两种方案来保证加工精度的要求。其具体加工方案如表1 所示。在细长轴端高精度矩形花键加工中,粗加工采用型腔铣削,用φ5 立铣刀进行粗铣开槽,键齿两
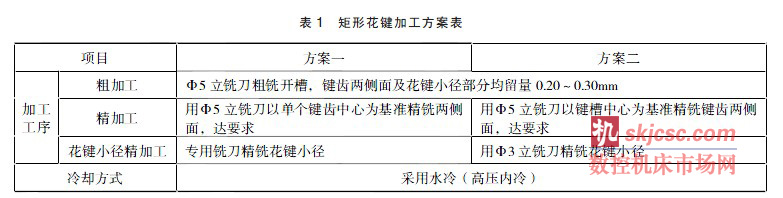
侧面及花键小径部分均留量0.20~0.30mm,然后通过阵列铣削单个槽的程序来完成整个花键粗铣工序,加工路径如图3 所示。
3.1.1 矩形花键的精加工方案
在矩形花键的精加工方案中,设计了以下两种加工方案:
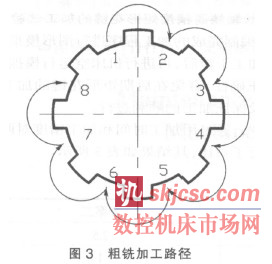
(1)方案一。用φ5 立铣刀以单个键齿中心为基准,编制精铣程序,精铣键齿两侧壁并保证两侧去量一致,以保证每个键齿的宽度以及单个键齿两侧壁的对称度要求。精加工各键齿侧面,阵列精铣单个键齿两个侧壁程序,完成整个花键侧壁的精铣,加工路径如图4 所示。
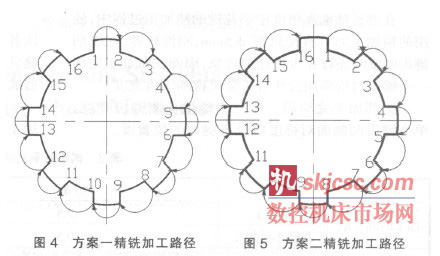
(2)方案二。用φ5 立铣刀以键槽中心为基准,编制精铣单个见槽内的键齿的两个侧壁程序,然后阵列,完成整个花键侧壁的精铣。加工路径如图5 所示。
3.1.2 矩形花键的小径加工方案
在矩形花键的小径加工方案中,同样也设计了两种加工方案:
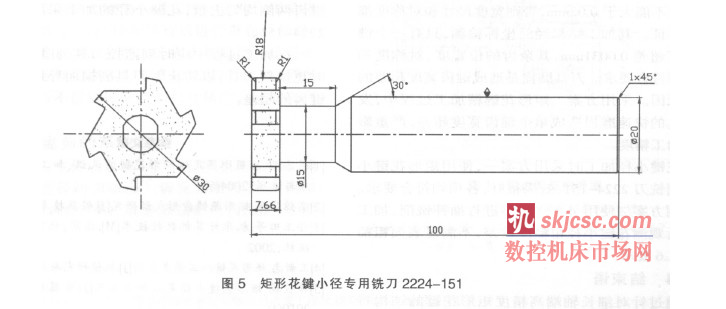
(1)方案一。采用专用成型铣刀铣准花键小径,专用成型铣刀如图6 所示。
(2)方案二。用φ3 立铣刀进行插补铣削,精铣花键小径。
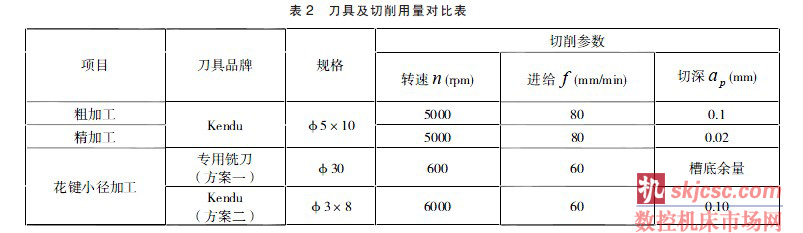
在矩形花键粗、精及小径加工方案中,采用了不同的刀具和切削用量,刀具和切削用量的对比如表2 所示。
3.2 细长轴端高精度矩形花键的检测方案
在细长轴端高精度矩形花键的精加工过程中,使用的精加工刀具直径只有φ5mm,刚性较差,在铣削键齿侧壁时还存在少许让刀现象,因而在每加工完毕一个键齿时均采用公法线千分尺检测键齿宽度。全部加工完毕后,用三坐标仪检测键齿宽度,单个键齿两侧面对称度以及各键齿的位置度。
3.3 细长轴端高精度矩形花键的加工试验
首先,对编制完成的加工程序进行图形模拟,确认各处均无加工干涉后,再进行机床空运行模拟,以确认程序的正确性,避免在后期矩形花键的加工中造成事故以及保证加工的顺利进行。在加工中,通过用加工时间和加工精度对两种加工方案进行了对比,其结果如表3 所示。
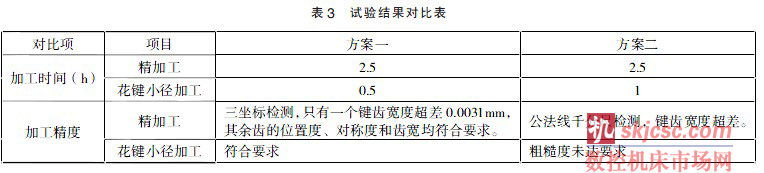
从试验结果对比表中可以看出,细长轴端高精度矩形花键的精加工及花间小径加工的两种加工方案所用时间差距很小,而加工精度方案一远高于方案二。
精加工时,采用方案一加工矩形花键,每刀切深一定不能大于0.02mm,否则宽度尺寸和对称度都很难保证。其加工结果经三坐标检测,只有一个键齿宽度超差0.0031mm,其余齿的位置度、对称度和齿宽均符合要求。刀具磨损是造成键齿宽度超差的主要原因。采用方案二矩形花键精加工过程中,发现刀具的快速磨损造成单个键齿宽度超差,严重影响了加工精度。
花键小径加工时采用方案一,使用矩形花键小径专用铣刀2224- 151,效果很好,各项均符合要求。但采用方案二使用φ3 立铣刀进行插补铣削,加工完毕后观测花键小径粗糙度较差,不满足表面粗糙度Ra1.6 要求。
4 结束语
通过针对细长轴端高精度矩形花键的结构特点和精度要求进行了分析,制定了恰当的加工方案并进行了试验,最终确定了加工该矩形花键的加工及编程方法,即利用车铣复合机床先用φ5 立铣刀进行粗铣加工,然后用φ5 立铣刀精铣花键各键齿。精铣编程时需以每个键齿中心为基础准,保证键齿两侧均匀去量,花键小径的加工采用专用铣刀2224- 151。在加工过程中应时刻监控刀具的磨损情况,及时更换新刀具,以防止因刀具磨损而导致加工花键键齿的超差。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








