
1 前言
GPJ-3型电主轴是加工小型轴承所使用的主要部件。其中电主轴的主轴是该部件的主要零件,它的加工具有一定的难度,根据此情况改进加工路线,在精磨工序采用在GM1432磨床上加工,并设计相应的修整圆弧的砂轮修整器,解决其加工问题。
2 改进前主轴加工情况
GPJ-3型电主轴的主轴如图 1 所示,原精加工在普通磨床M1432上进行,磨圆弧R时的砂轮修整靠手持金刚笔修整形状,用砂轮块先打磨出磨沟道所需砂轮形状,再用金刚笔反复进行修整,磨出试样用沟曲率样板核对,而且需要非常有经验的老师傅才能修磨这样的砂轮,轴磨成后光度也达不到要求,要用卡箍卡住轴,对顶尖在台车上带动轴旋转,用线绳蘸研磨膏手工研磨,既费时又费力。加工精度和几何形状都达不到其技术要求,加工产品经常出现废品,加工效率也不高,形成浪费并影响生产进度。

3 改进后的加工工艺
针对上述情况,改用高精密磨床GM1432来加工该产品。由于该产品带有轴承沟道,需一次在高精密磨床上加工完成,又由于GM1432磨床上没有圆弧砂轮修整器,且与其它机床所用的砂轮修整器不能通用,如果设计一个能在这台机床上使用的圆弧砂轮修整器,就解决了砂轮修整问题,去掉了沟道研磨的工序,机床又能保证其加工精度,该产品精加工也就没有问题了。
具体工艺如下。
(1)备料。
(2)车工:荒车各部留1~2mm量。
(3)热处理:调质。
(4)车工: 两端打中心孔, 各径留0 . 4 5~0.55mm磨量,钻出丝底径,对顶尖车好。
(5)径磨:粗磨各径留0.4~0.5mm磨量。
(6)钳工:攻丝保证同轴度。
(7)热处理:淬火。
(8)车工:研好中心孔。
(9)径磨:粗磨各径留驻0.05~0.1mm精磨量。
(10)热处理:在120℃油中稳定24h。
(11)精磨:磨好各处,达图纸要求。
4 设计砂轮修整器
4.1 砂轮修整器具体要求
(1)按机床设计联接底座,并能锁住。
(2)砂轮修整器底座与砂轮修整架之间旋转必须灵活且不能有间隙,以保证砂轮圆弧修整。
(3)金刚笔可根据加工圆弧大小调整,即金刚笔长度在旋转中心可调。
(4)操作应方便,旋转平稳,拆换方便。
4.2 设计步骤
(1)首先根据机床测出中心高,根据中心高设计砂轮修整器高度,即金刚笔所在高度高于砂轮轴中心高度0.2~0.3mm。
(2)因修整圆弧,故需在底部旋转处加轴承,且采用过盈配合,保证旋转精度。
(3)根据机床导轨设计底座,为防止轴向窜动,在底部用螺母锁紧,保证旋转时轴向间隙。
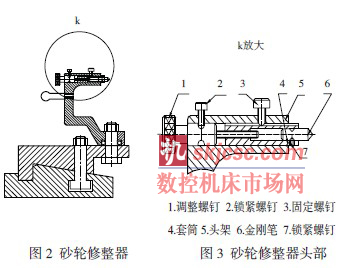
(4)根据修整砂轮圆弧大小,金刚笔长度调整在槽中窜动,如图 3 所示,在砂轮修整架头部圆筒里安装一个带槽的套筒,其后面带螺纹,用螺钉调整,前面的螺钉和槽配合保证套筒只能轴向窜动,调整后用螺钉锁紧。
(5)为操作方便在中间处加一旋转手柄,方便旋转,砂轮修整器整体图形如图 2、图 3所示。
5 结束语
经过这样改进后, GPJ-3型电主轴主轴加工基本上达到了设计要求,减少了废品率,提高了加工效率,保证了生产进度,使用这种砂轮修整器,加工过程变得简便易行,普通工人即可操作,也为以后在GM1432磨床上加工其他有沟道的零件提供了先决条件,而且只要更换底座和改变砂轮修整器架的高度即可适合其他机床磨沟道使用。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








