
加工中心自动换刀控制过程较为复杂,实际使用中故障率较高,因此如何尽快定位故障点,及时掌握CNC、PLC 及换刀辅助机构的运行状态尤为重要。利用组态软件开发自动换刀控制组态系统,可以实现该功能。作者选用北京亚控公司开发的组态王软件,实现了对加工中心斗笠式刀库自动换刀动作的动态监控。
具体方法是在电脑中安装组态王软件及S7-200PLC 驱动程序,用通讯线与SINMUMERIK 802D 数控系统内装PLC ( S7-200) 建立通信连接; 开发自动换刀控制组态系统,建立控制界面,在组态界面中设置各个控件的属性,使设置的控件按照自动换刀实际运行情况动作,从而实时动态监控PLC、刀库、主轴和其他辅助换刀机构的动作及PLC 的运行状态。具体步骤说明如下:
1 组态王软件与S7-200 PLC 之间的通信
( 1) 上位计算机与PLC 之间的硬件连接将通讯电缆的一端连接到上位计算机的串口,另一端与802D 数控系统( S7-200 PLC) 的RS-232C 接口X6 连接。通讯电缆接线方法如图1 所示。

( 2) 组态王软件及S7-200 PLC 驱动安装及通讯参数设定
在上位机中安装组态王软件及S7-200 PLC 的设备驱动程序,并正确设置通讯协议。S7-200 PLC 的通信协议主要有PPI 协议、MPI 协议、PROFIBUS 协议和自由口协议等几种,用户可以根据硬件实际配置进行选择。该组态系统利用PPI 协议,以建立S7-200PLC 和组态王软件( 上位计算机) 之间的通信。具体方法见下文。
2 斗笠式刀库自动换刀系统的组态设计
建立新组态工程的一般过程是: ( 1) 设计组态系统图形界面; ( 2) 定义硬件设备; ( 3) 构造数据库( 定义变量) ; ( 4) 建立动画连接; ( 5) 运行和调试。
( 1) 工程建立
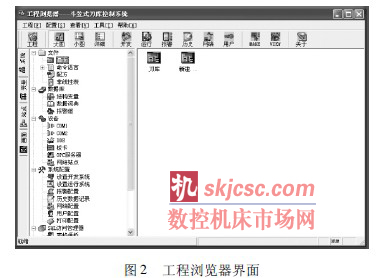
启动“组态王”工程管理器,选择菜单“文件\新建工程”,单击“下一步”,根据提示依次输入存放新工程的路径及新工程名称“刀库”,点击“完成”后,系统提示是否将该工程作为当前工程,点击“是”进入工程浏览器界面,如图2 所示。至此完成新工程的创建,刀库自动换刀控制监控画面需在开发系统中建立。
( 2) 设备选择及通信参数设置
在工程浏览器中,点击左侧目录树的“系统\设备”,双击“新建”图标,出现“设备配置向导”对话框,依次选择“PLC \ 西门子\ S7-200 系列\PPI \ 下一步”,如图3 所示。“设备配置向导”对话框中,分别设置要安装设备的逻辑名称、连接的串口 “COM1”或“COM2”、指定地址“0”及出现故障时恢复时间间隔等参数。然后双击左侧目录树的 “系统\ 设备\ COM1 或COM2”,对通信参数进行设置,如通讯方式、波特率、奇偶检验、数据位、停止位等,具体设置如图4 所示。


( 3) 构造数据库
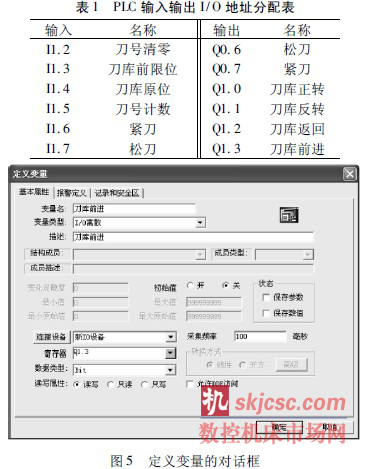
选择工程浏览器左侧目录树“数据库\ 数据词典”,在工程浏览器右侧用鼠标左键双击“新建”图标,弹出“定义变量”对话框,根据表1 所示PLC输入输出I /O 地址分配表,分别对数据变量进行定义,如图5 所示,并最终完成数据库的构造。
4) 监控窗口的设计及动画连接
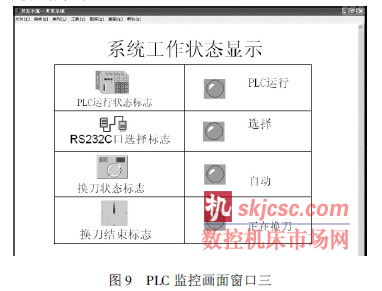
选择工程浏览器左侧目录树“文件\ 画面”,用鼠标左键双击右侧“新建”图标,弹出“新画面”对话框,输入画面名称,建立新的窗口。利用开发系统中绘图工具分别绘制图6 所示刀库监控画面窗口、图7─9 所示PLC 监控画面窗口,并将窗口内生成图形对象与数据库的数据变量之间建立关系,当变量的值改变时,在画面上以图形对象的动画效果表示出来。具体步骤限于篇幅,不再详细说明。
( 5) 运行与调试
在组态王开发系统中选择“文件\ 切换到View”菜单命令,进入组态王运行系统。在运行系统中选择 “画面\ 打开”命令,从“打开画面”窗口选择“刀库”画面,即显示出已开发完成的加工中心斗笠式刀库自动换刀动态监控系统画面。在加工中心上执行自动换刀命令,调试并监控动作执行状态。
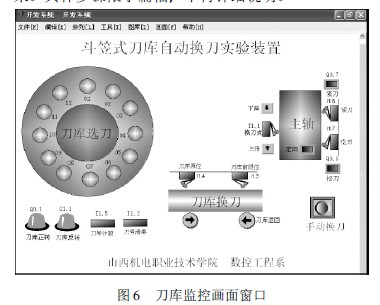
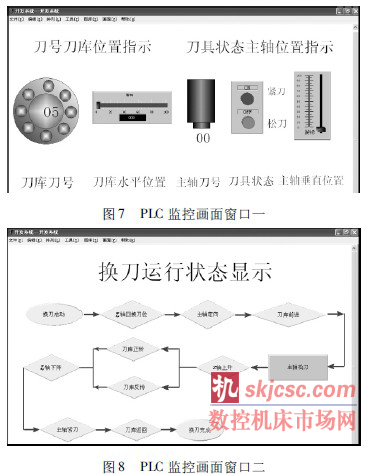
图6 为刀库换刀监控界面,可以监控刀库选刀 ( 正转、反转) 、刀库运动( 前进、返回) 、刀具状态 ( 主轴紧刀、松刀) 、z 轴运动( 上升、下降) 等动作的运行。如图7 所示,可以监控刀库换刀位置刀号、主轴刀号、刀库当前移动位置、刀具松紧状态及主轴位置。如图8 所示,对整个换刀过程进行监控,显示当前换刀动作状态,图中为主轴紧刀工作。
如图9 所示,对系统工作状态进行监控,如PLC运行状态、RS232C 接口是否选择、换刀状态及换刀是否结束等。
3 结束语
该斗笠式刀库自动换刀控制组态系统主要有以下创新点:
利用组态软件实现了对自动换刀动作的在线监控,生动、直观地展现了换刀动态过程,便于技术维修人员和学生观察自动换刀机构及PLC 的运行状态,尽快定位故障点、排除故障,同时也为广大职业院校快速高效地开展数控维修技术实践教学,提供了开放、生动的实验、实训条件。目前已取得较好的教学效果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








