
加工中心的换刀方式,一般可以分为有机械手换刀和无机械手换刀。有机械手换刀方式的刀库,一般为链式;无机械手换刀方式的刀库,一般为盘式。无机械手换刀方式,一般适用于立式加工中心,原因是它运动集中,运动部件少。但受立式加工中心机床尺寸大小的限制,刀库鼓轮盘尺寸一般不宜太大,即刀库的容量不能太大。斗笠式刀库,顾名思义,形状像斗笠,结构上为盘式刀库,换刀方式属于无机械手换刀系统,它由刀库横移装置、刀库分度选刀装置以及主轴上的刀具自动装卸机构组成[1]。
斗笠式刀库换刀时,第一步,是刀库横移装置移动到主轴箱可以达到的位置;第二步,是刀库分度装置进行选刀,它通过精准的分度、定位,把下个工序所需的刀具送到指定位置;第三步,是主轴上的自动装卸机构准确取刀、送刀。所以横移装置和分度装置,是斗笠式刀库的重要组成部件。
1 斗笠式刀库装置的设计
1.1 刀库横移装置的设计
刀库的横移装置,是在进行换刀的整个过程中,刀库从远离主轴的位置直线移动到主轴轴线位置,以实现换刀。该机构运动的动力部件是刀库电动机,电机轴实现旋转运动,使刀库实现直线移动。本文阐述了一种利用正弦机构运动原理的换刀横移机构,可让电机轴的旋转运动顺利地转化为可控的刀库直线运动。
斗笠式刀库横移装置,由两根圆柱导轨(滑杆)支撑,每根圆柱导轨由两个支架固定在连接板上,连接板固定在机床立柱上,实现刀库与机床立柱的连接。整个刀库可以在两根圆柱导轨上滑动,实现刀库前后运动,以完成抓刀和返回动作。而刀库前后运动的原动力是由电机通过拨杆和滑块实现的(如图1)。
当加工中心进行零件加工的时候,刀库远离主轴,停留在最左边极限位置1,即刀库处于原位。收到换刀指令后,电机通过电机轴逆时针方向旋转,带动拨杆转动(拨杆上带有滑
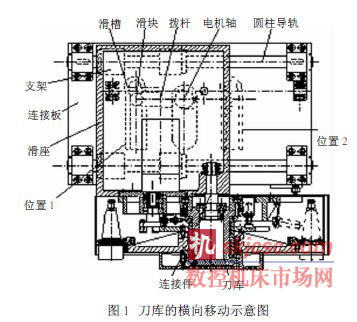
块),滑块与拨杆联接,跟随拨杆回绕电机轴旋转,滑座上开有滑槽,滑块在滑槽中上下移动,带动滑座(即刀库)向右移动,从而使刀库运动到右极限位置2,到达换刀位置,等待取刀及放刀电机轴顺时针方向旋转时,使刀库返回。
1.2 刀库分度装置的设计
本文设计的斗笠式刀库的分度装置,使用的是经典的槽轮机构(即马氏机构),它具有结构简单、外形尺寸小、机械效率高,以及能较平稳地、间歇地进行转位等优点。但槽数的多少,直接影响到机构的柔性冲击和准确定位。本节阐述了槽数与机构平稳性的关系。
斗笠式刀库的分度装置,由刀库鼓轮、分度盘、定位法兰、圆柱滚子等零部件组成,分度装置的电机输出轴轴线与定位法兰、分度盘、刀库鼓轮盘的回转轴线平行。刀库选刀时,首先由刀库回转电机得到旋转指令,输入轴通过联轴器带动定位法兰旋转,从而使在定位法兰上的圆柱滚子廻绕法兰中心转动;当圆柱滚子转动一定角度,进入分度盘的分度槽中,拨动分度盘开始作转位运动;当分度盘转过一定的角度后,圆柱滚子从分度槽中脱出,刀库鼓轮盘(分度盘通过螺钉与刀库鼓轮连在一起转动,见图2)即静止不动,并由定位法兰的锁止半轴定位。
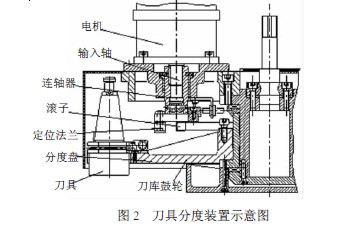
定位法兰每回转一圈,就驱动分度盘转过一个槽。电机是连续匀速运动的,从而带动定位法兰与圆柱滚子连续匀速转动。但圆柱滚子是间断性的转入分度槽的,从而使刀库轮毂得到周期性间歇运动,起到了刀库的分度作用(如图2)。分度盘与刀库鼓轮同轴,分度盘的分度槽数与刀库鼓轮上的刀数一致。定位法兰不断回转,分度盘就不停地进行分度,刀库鼓轮就不断重复上述的运动循环,从而将下一个工序所需刀具的刀位转到换刀位置上,以便让主轴进行换刀,实现刀库的自动换刀。
2 刀库的运动分析
2.1 横移装置运动分析
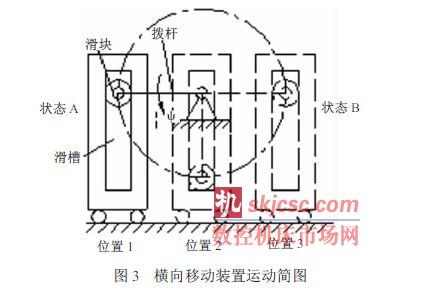
刀库需要一个横向的直线运动来满足换刀要求,而驱动电机输出的是旋转运动,利用该机构,根据运动的合成与分解原理,可以将电机输出的旋转运动分解为水平、垂直两个方向的直线位移,利用滑块在滑槽中的运动,消除掉刀库垂直方向的位移,实现刀库所需的水平方向的直线运动。整个机构的运动过程为:拨杆(主动件)的动力,来源于中心的驱动电动机,滑块是从动件。拨杆由电动机控制从状态A运动到状态B,再从状态B 返回到状态A,作往复的1/2 圆周运动。滑块由位置1 运动到位置2,再运动到位置3,再由位置3 返回到位置1,作往复的直线运动(见图3)。在这个过程中,该机构很好的将电动机提供的圆周运动,转化成了滑块的上下往复直线运动和滑座的水平往复直线运动,从而保证刀库准确可靠的换刀与复位[2.~3]。
2.2 分度装置运动分析
刀库在换刀前,首先需要选刀。选刀的过程,就是使刀库鼓轮满足一个周向间歇运动,也就是分度盘在分度过程中,转位开始与转位结束位置上的瞬时角速度ω2 = 0。在图4 中得出,为了使圆柱滚子能顺利进入和脱出分度盘上的径向槽,在槽口的瞬时位置时,必须使转臂中心线O1O3与分度槽的中心线O3O2 相垂直,即∠O1O3O2 = 90°。假设: O1O2= a,O1O3= R1,O2O3= R,圆柱滚子从进入至脱离径向槽这个过程,定位法兰的转角为2φ1(即∠O2O1O3 = φ1),分度盘的转角为2φ2 (即∠010203=φ2,2φ2=2π/z),则在直角三角形O1O2O3中,根据正切函数,得
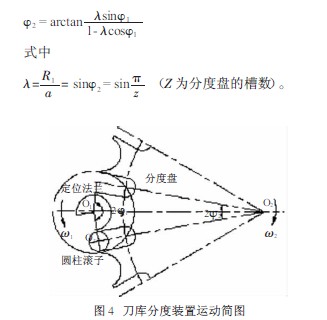
分度机构在转位过程中,定位法兰以匀角速度ω1转动,分度盘以角速度ω2 反向转动,分度盘每次分度转过的角度与槽数z 有严格的对应关系(2φ2 = 2π / z),分度盘的角速度ω2为φ2 对时间的导数
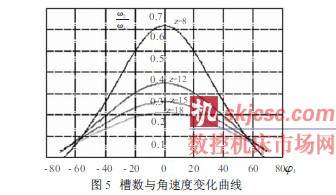
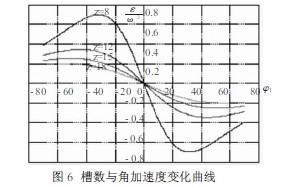
定位法兰的角速度ω1为常数,分度盘转位起、停时,分度盘的角速度ω 2 和分度盘的角加速度ε 为槽数和定位法兰拨盘转角φ1 的函数,当拨盘匀速转动时,随着分度盘槽数Z 的增加,运动趋于平缓(如图5)。当圆柱滚子开始进入和即将退出分度槽时,角加速度有突变(如图6 所示),且突变的大小是随着分度槽数Z 的增加而减少。这说明刀库在开始选刀和选刀结束时,会产生震动和冲击,但分度槽数越多,刀库转位过程越平稳,产生的震动和冲击越小。从角速度、角加速度变化的曲线图得出:槽数Z 达到12(亦即刀库的刀数为12)以上时,分度装置分度过程就比较平稳。换句话说,此时斗笠式刀库在选刀过程中,产生的震动和冲击已经很小,分度盘角速度变化不大,刀库运动趋于平稳。
3 横向移动装置的速度分析
刀库换刀时,需要的运动为水平移动。在该机构中,水平方向和竖直方向的位移,都随着转角的变化而变化,而且变化不是均匀的。
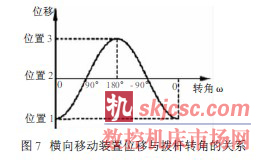
图7 表明:起始点处为刀库在最左边(位置1),拨杆在水平位置,这个位置为刀具运动的起始位置,所以此时转角为0,刀库横向移动速度也为0。当电机接到转动指令后,转动90°,拨杆摆动90°,拨杆到达竖直位置,此时刀库运动到了位移的中点处(位置2),刀库横向移动速度从0 到最大。拨杆继续转过90°后,拨杆再次到达水平位置,刀库到达最右边(位置3),刀库横向移动速度又从最大到0,恰好使刀库运动到换刀位置。当刀库换好刀,电机接到反向转动指令后,反转动180°,拨杆反向摆动半圈,刀库运动到初始位置,整个换刀过程结束。
假定电机转动角速度为ω,拨杆长度为L,拨杆与刀库横向移动装置(水平滑轨)ω 之间的夹角为θ,刀库横向移动的速度为VX,则
VX = L×ω×sinθ
当θ = 0°时,此时拨杆在左极限位置也就是水平位置,对应刀库也在起始位置, VX= 0。
当θ = 90°时,此时拨杆在竖直位置,对应刀库在中间位置,VX = L×ω,为最大速度。
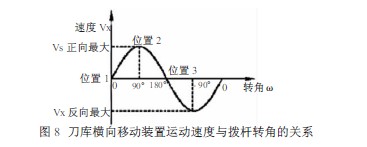
当θ =180°时,此时拨杆在右极限位置也是水平位置,对应刀库也在换刀位置,VX = 0。
由此可见,刀库的运动不是匀速的。换刀结束后,拨杆反向旋转,反向速度也是先增大然后减小,直至起始位置时速度为0。
由运动速度的分解可知,在整个过程中,刀库横移装置的速度变化呈现出正弦曲线的规律,符合正弦机构运动原理,因此,这种机构为正弦机构。
4 结束语
(1)应用正弦机构原理设计的斗笠式刀库在换刀过程中,采用电机驱动后,刀库横向移动装置运动速度由0 到最大,之后再减小至0,减小了刀库运动的冲击,从而保证了刀库运动的平稳性,保证刀库准确定位,为准确快速换刀提供了保证。同理,换完刀之后,使刀库能平稳运动回到起点,有利于刀库位置的准确控制。换刀时间由电机旋转速度控制,且无论旋转速度如何,都能保证在刀库移动的两端的速度为0,即保证刀库的平稳性和换刀的可靠性。该装置机构简单,可靠性高,成本低廉,适用于立式加工中心的刀库换刀机构。
(2)加工中心刀库中容刀量的多少,决定了该加工中心的加工工艺范围。为保证加工中心能够适应并满足不同零件的多样性和加工工序复杂性的要求,刀库必须具有一定的容刀量。刀库容刀量越大,加工中心的适应性越好。但刀库容量越大,刀库尺寸就越大,所占空间就越大,而容量小又不平稳。综上所述,一般应用在立式加工中心上的斗笠式刀库,建议采用刀库容刀量在15~20 把刀的范围内。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








