
在现代职业教育中,五轴联动加工中心机床的应用越来越多,而五轴机床加工的零件编程除少数简单零件结构(如定向钻孔)多轴加工可以手工编程外,大部分多轴加工零件需要CAM软件来编制加工程序。PowerMILL软件是英国DELCAM公司开发的一款CAM软件。此软件的加工策略比较多,下面介绍PowerMILL软件一些较好的加工策略和功能。
一、刀具刀柄碰撞检查功能
每位数控编程人员都非常清楚,在加工过程中,数控程序的安全性是首要的。如果在加工过程中发生碰撞很有可能导致非常严重的安全事故。在五轴加工比赛过程中,比赛选手的编程工作量大,而且时间有限,同时工件在加工的过程中还会有多轴联动加工,如图1所示。然而在机械加工时,机床安装的刀具不能伸出过长,否则会引起“让刀” 现象和刀具的切削震动现象。所以在实际加工中,我们总是希望刀具的伸出量越短越好,尽可能地避免在加工过程中因刀具刚性问题带来的“让刀” 现象和刀具的切削震动现象。但是在加工深腔类工件和多轴类零件时,尤其是在多轴联动时,我们无法根据经验判断刀具的伸出量,如果刀具伸出量太短,刀杆或刀柄就会与工件产生碰撞。对于这种问题,PowerMILL软件为编程人员提供了刀杆、刀柄碰撞检查功能,而且允许定义多级夹持。以加工图1工件为例,编程时设刀具伸出刀柄长度为15mm,刀柄的尺寸和实际加工刀柄的尺寸一致,生成如图2所示的刀具轨迹,点击刀具路径检查功能,检查刀具轨迹是否会发生碰撞,系统提示刀具在深度12.23mm时,刀柄与工件发生碰撞,并建议刀具最小伸出长度为27.23mm,如图3所示。操作人员可以根据提示安装实际刀具的伸出长度。这样既满足加工的要求又尽可能地缩短刀具伸出长度,以减小震动,延长刀具寿命,同时保证了数控程序的安全性。PowerMILL软件的刀具、刀柄碰撞检查功能不仅保证了刀具的切削刃不会过切工件,而且保证了刀杆、刀具夹持部分不会与工件发生碰撞,也消除了比赛选手对程序安全性的忧虑。

二、SWARF加工策略
在曲面中,有一种特殊的曲面叫直纹曲面。它是由一条直线依某种规律移动而产生的曲面,常见的有圆柱面,圆锥面。我们在数控比赛中也经常会遇到这种曲面如图4所示。在三轴机床上处理这种曲面常采用球头铣刀或者立铣刀逐层加工如图5所示,这样加工出的曲面是由点形成的,而且接刀痕迹很大,加工时间很长,型面的精度和粗糙度也不理想。
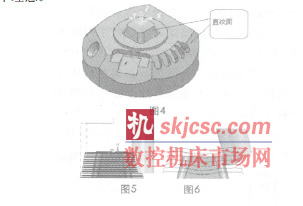
PowerMILL软件的SWARF加工策略可以在五轴机床上实现用圆柱铣刀的侧刃来加工型面如图6所示,使用线接触的原理来加工,这样可以避免球头铣刀或者立铣刀逐层加工出现的缺陷,大大缩短加工时间,同时可以提高刀具寿命,提高加工效率。
三、结束语
在日趋自动化的制造业中,计算机辅助制造的技术,在企业和职业院校的实践教学环境中占有重要作用,而且计算机辅助制造技术在多轴加工中发挥的编程作用是手工编程无法达到的。如果学生在校期间能掌握一门CAM软件,那么他能够更好地与企业的需要接轨,满足企业生产技术要求。如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








