
机床导轨直线度的检验, 必须真实反映机床工作区内承载溜板相对工件运动轨迹的规律性要求, 故机床导轨的检验, 应该是准确度好、精密度高。误差分离技术( EST ) 自20世纪80年代引入测量领域来,在测量精度及自动化程度上都具有明显的优势, 其特点是检测工件直线度时不需要高精度的标准导轨, 检测导轨直线度时不需要高精度的标准芯棒, 并且还可以实现误差补偿加工。作者着重研究时域EST 法测量机床导轨直线度的误差, 并进行误差分析与探讨。
1 双测头误差分离法测量原理
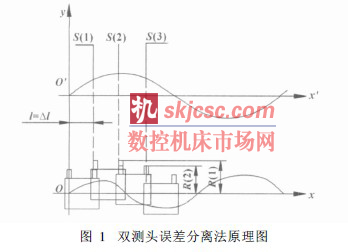
采用双测头误差分离法进行测量, 误差分离原理如图1所示。
如图1所示, 两长导轨X、Xc同向安置, 两个测头V1、V2 安装在同一个测座上, 调整两个测头之间的距离为l, 测座沿导轨X移动以测量Xc导轨直线度误差。
建立xOy 坐标系为测量基准坐标系, xOy 坐标系固结于机床导轨测量(基准) 上, xcOcyc坐标系为被测量坐标系, 固结于被测导轨的理想轴线上。两个位移传感器V1、V2 沿被测导轨素线方向安装, 彼此平行且在同一个测量面上, 测头V1、V2 之间的距离为l。当沿Ox 移动x 时, 测头V1、V2 就会有一组信号输出。设V1 ( x )、V2 ( x )为它们所代表的读数信号,显然是一组混合信号, 其中既包含了被测导轨直线度误差, 也包含了基准的直行运动误差。
设移动距离x 时, 被测导轨直线度偏差在测头输出信号( 采样数据) 中反映出的误差分量分别为S ( x )、S (x + l); 拖板直行运动误差在测头输出信号中反映的误差分量分别为R (x )、R ( x + l)。由此可以建立两个测头V1、V2 的输出信号与被测导轨直线度偏差和拖板的直行运动误差之间的等式关系:

式( 1) 称为双测头误差分离法基本方程[ 1] 。在实际测量中是等间隔采样, 通常选择有限个采样点, 因此要对连续变化的信号进行离散化处理。根据采样定理, 选取采样点数为N, 采样长度为L, 满足快速傅里叶变换(基2FFT ) 要求, 进行离散化处理后, 可得:
![]()
式( 2) 称为离散化后的双测头误差分离法EST基本方程。
式( 2) 整理计算后, 得时域双测头误差分离法EST 递推公式:

式( 3) 为时域双测头误差分离法求解被测导轨直线度误差函数的递推公式; 式( 4) 为时域双测头误差分离法求解拖板直行运动误差中平移误差函数的递推公式[ 2]。
测量开始时, 取测量起始点为测量基准坐标中的基准点, 定义为0, 即xOy 坐标系中的原点, 假定拖板直行运动误差中平移误差数值为0, 即R ( 0) = 0。
将R ( 0) = 0代入式( 2), 即在起始位置, 被测导轨的直线度偏差离散值为:
![]()
代入公式( 3)、( 4) 依次求得被测导轨和拖板的直线度偏差的一系列离散值。
2 误差分析
采用时域双测头误差分离法测量导轨, 测量原理如图1所示, 测量时, 被测导轨不动, 在测量装置上装上传感器A、B两测头, 两测头之间的间距等于节距长度, 测量架沿同一方向每移动1个距离, 在两测头上分别读出两个数值; 数据采集卡有16个模拟输入量通道, 可选择两个通道进行模数转换, 把连续的模拟量转换成离散的数字量, 然后传送给计算机。测量过程中, 检测方法、传感器自身及安装、测量环境都会引起误差, 由于这些误差的存在, 对数据处理会产生影响, 处理后的结果将直接影响到导轨的位置变化。
2.1 传感器及其安装引起的误差
2.1.1 传感器误差
传感器的误差, 用于测量结果的精确度评定。对于使用的Bi1, 5-EG08-LU 电感式传感器, 其线性误差满量程? 013%; 重复精度小于等于1%, 30 m in升温期后其小于等于015%; 温度漂移? 0106% /e ;时间稳定性误差011% /4 h。
就电感式传感器而言, 在一般情况下, 线性度和温度影响误差为系统误差, 即进行多次测量过程中,其特性曲线的形状基本保持不变; 温度影响误差, 随着传感器的升温, 其误差逐渐减小。重复性误差则属于离散分布并且服从统计规律的随机误差; 随时间变化的稳定性, 若其呈现的曲线形状和方向已知, 可以作为系统误差处理, 否则将其作为随机误差处理较合理。故此传感器的综合误差为:

此处的Sc ( k + l)和Sc ( k )分别是存在和不存在传感器对准误差时分离出来的结果。对齐误差$1 的影响结果, 就是使每个采样点的坐标位置都产生了移动, 且移动距离与各采样点离采样原点的距离成正比, 也就是线性移动。按照这种方式, 一条直线移动后仍然是一条直线, 只是斜率发生变化; 一条曲线移动后, 曲线上各点到最小二乘中线(或曲线的首尾连线) 的距离仍然保持不变, 由此可知, 传感器的对齐误差并不影响两点法中曲线的直线度评定。可见误差分离方法中传感器对准误差是线性累积的, 对于分离结果直线度评价不产生影响。
2.1.3 测头间距误差
如图3所示, 测头间距误差是由于测头在安装时, 在测量方向上未满足设计距离要求而造成的, 其产生的原因是测头间距调整不准确及测头倾斜而致。它影响倾斜测头的采样数据。
在时域双测头误差分离法中, 假设l 为采样间距, 但由于$l的存在。测量中, 假定不V1 受影响,由式( 2) 得:
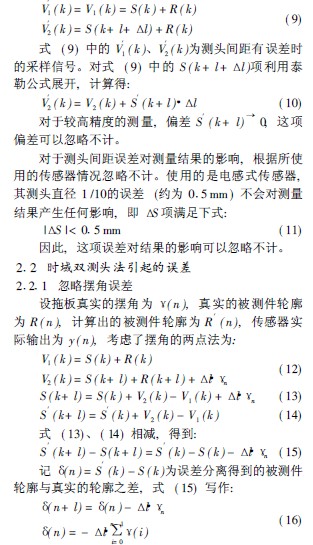
由此可以看出, 忽略摆角分离出的被测件轮廓误差是摆角误差的$l倍累积。在超精密测量中, 摆角误差一般比较小, 当$l= 15 mm 时, 1d对应的分离误差为01072 7 Lm。而当测量使用的导轨较差, 或C( n)的符号保持不变时, 其累积和就可能较大, 导致较大的测量误差[ 4]。
该次实验测量时, 被测车床为7级精度, $l=20 mm, 误差为011 Lm。
2.2.2 采样步距误差采样步距误差是测量架沿测量方向进给时不按采样间隔采样而产生的误差, 假设测头间距等于采样间距l, 那么这种误差就是由测量架沿测量方向进给步距与测头的间距不同而产生的。如果测量架以含有这种步距误差的采样步距依次进给运动, 则会产生不同于精确进给的累积误差。设测量架沿被测导轨方向移动一个采样步距l,所产生的步距误差为$p,如图4所示。
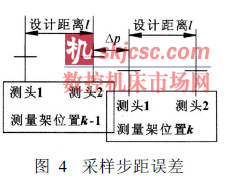
若测量架以这种误差走下去, 当测到第( k + 1)点时(即移动k 个采样步距时) 测头偏离其理想位置的距离就是采样步距误差的k 个累积。即
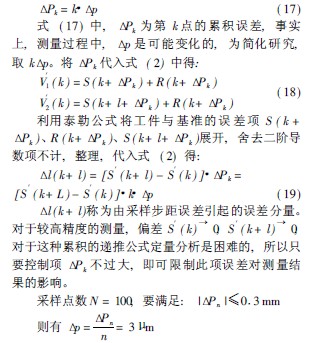
即在采样测量中, 每次采样步距的误差不大于3 Lm, 在较为精密的机床上进行测量时, 可以保证这样的步进精度。
2.3 测量环境引起的误差
测量中, 由于工厂存在各种各样的机械干扰和电噪声, 使测量系统的稳定性受到干扰, 影响测量结果。
测量系统采用了稳压电源, 可以消除电源电压波动时对系统稳定性的影响。若选用质量好、抗干扰信号, 可增强测量系统的稳定性。
此外, 测量过程可以对被测工件多次重复采样,尽可能减少随机误差的影响。
2.4 误差计算
根据分析结果, 传感器自身精度误差5 Lm, 传感器测量误差为112 Lm, 重复性测量误差为2137 Lm, 测量方法忽略摆角误差为011 Lm, 采样步距误差为3 Lm。传感器初始对准误差和测头间距误差, 对误差分离结果没有影响。
4 结论
( 1) 传感器初始对准误差在时域双测头法是线性累积, 对直线度测量与评价没有影响。
( 2) 在超精密测量中, 忽略溜板的摆角进行双测头法误差分离, 在溜板摆角的累积和较小时, 方法误差较小。
( 3) 对于确定工件, 采样长度一定时, 采样点数越多, 采样间隔越短, 测量精度越高。
( 4) 采用双测头法测量直线度误差实用可靠、计算简单、数据处理时间短, 对于大型机床的测量能够满足测量精度的要求。
( 5) 对误差分离技术应用于直线度误差测量进行有益的探讨, 很容易将其推广应用于平面度、线轮廓度、面轮廓度误差测量, 进而为三坐标数控加工机床上对空间曲面进行在线测量、补偿加工提供依据。
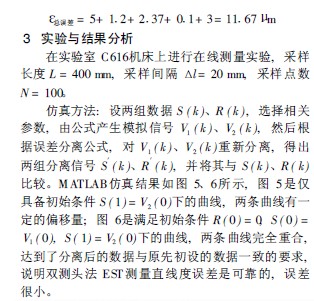
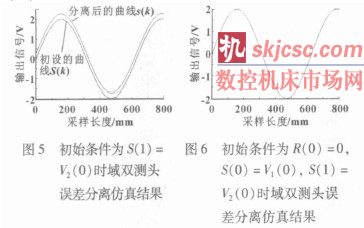
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








