
薄壁轴瓦剖分面磨削工序中,要保证磨完轴瓦装配后仍能保持圆度、圆柱度的公差要求,采用普通加工方法在平面磨床上加工剖分面时会出现装夹困难、轴瓦变形的问题。作者根据车间实际情况摸索出一套防止薄壁轴瓦剖分面磨削变形及测量的方法。
1 变形的原因
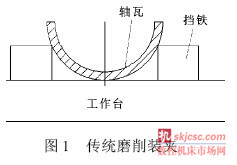
薄壁轴瓦剖分面磨削时,轴瓦外圆与磨床工作台线接触,单靠工作台电磁吸力无法固定轴瓦,往往使用左右两块挡铁辅助固定,如图1 所示。但由于磨削加工开始后,磨床砂轮往复移动以及切削时的压紧力会导致轴瓦摆动,砂轮压紧力还会导致轴瓦剖分面张开变形,且对于轴瓦最终成型尺寸无法进行精确的测量。
2 防止变形的方法
采用辅具进行加工,配合对应的测量方法即可消除变形、提高精度。辅具装夹效果见图2。
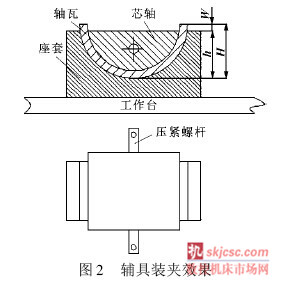
采用座套与芯轴配合压紧螺杆将轴瓦固定平稳,通过计算轴瓦剖分面相对于座套上表面距离,利用横杆加两个百分表的相对测量方法进行检测。
3 解决方案
加工轴瓦座套时,上下两面采用磨床加工,保证其平行度要求,座套孔采用镗床加工,座套孔弦高h应略小于待加工轴瓦外径,一般取小于2 mm 左右,方便进行轴瓦剖分面磨削。轴瓦安装于座套后,轴瓦剖分面外伸处距离座套2 mm 左右,该参数应合理选择,外伸过高,外伸部分不能得到有效支撑,强度变低,易出现变形。芯轴直径应略小于轴瓦内径,一般取小于0. 5mm 左右,安装时还须在芯轴与轴瓦内孔表面之间垫一层纸,防止芯轴压溃,损坏轴瓦内孔的已加工好的巴氏合金表面。
采用座套及芯轴辅具进行轴瓦剖分面磨削加工时,加工工艺用量方面,磨削量过多轴瓦装配时沿剖分面方向直径变长,成为椭圆,磨削量过少,则达不到取出杂质及污渍的作用。为方便测量,轴瓦加工完成尺寸应为W = ( H - h) ± 0. 05,此处W 为轴瓦剖分面最终外伸高度,H 为轴瓦安装时外径尺寸,h 为座套孔实际测量弦高。
4 效果及展望
对于薄壁轴瓦剖分面磨削加工,分厂在使用内外支撑的辅具及采用相应的测量方法后,薄壁轴瓦的张开变形情况完全被消除,零件尺寸精度及合格率大幅提高。由于减少了相应的准备工时,加工效率得到较高提升。该方法还可应用于其他薄壁类零件的磨削加工中,有较大的推广价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








