
具体介绍了变速器壳体的加工工艺特点,以及小巨人机床设备在变速器和离合器壳体手动加工生产线中的应用方式。

主讲人:张志远
宁夏小巨人机床有限公司 工程技术部应用技术主任
随着汽车行业更新换代的速度加快,变速器壳体和离合器壳体的加工设备逐渐减少组合机的加工方式,主要选择立式加工中心和卧式加工中心这些标准设备。同时由于人工成本和投资成本的上升,为减轻人员的劳动强度,推入式的上下料物流系统被广泛使用。在我公司给客户的交钥匙项目中,通过对标准机床和上下料系统的不断研究和创新,使得小巨人机床在立式加工中心和卧式加工中心的组线方式和推入式的物流系统在项目中得到很好的应用。

变速器壳体的工艺特点变速器壳体零件的加工特点如下:
(1) 壳体是薄壁腔体类零件,刚性不好,平面度不易保证,夹具要充分考虑辅助支撑的运用。
(2)零件的热变形严重,要求机床有很好的切削液恒温系统。
(3)销孔和轴承孔之间位置度要求很高,机床自身需要良好的精度。
(4)在物流辊道的传输过程中,只能使用大面进行输送,给上下料系统带来难度。
变速器壳体的加工一般分三序:
一序:粗加工离合器接合面和粗精加工工艺销孔。我公司一般采用立式加工中心进行加工。二序:以离合器接合面和工艺销孔定位,加工周边部位。我公司一般采用卧式加工中心进行加工。三序:以前序加工的定位面和销孔定位,精加工离合器接合面和关键部位。我公司采用卧式加工中心进行加工。
在具体的项目中,根据工件、节拍和加工部位的不同,可灵活调整工序和机床类型等。

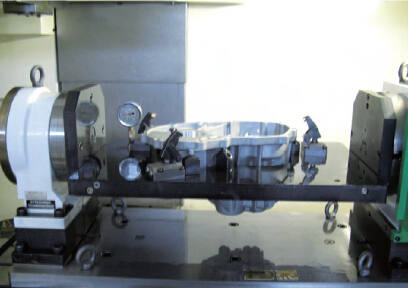
应对推入式物流的夹具和物流设计就立卧结合的壳体加工而言,加工姿态主要有三种,对应于三种姿态,在推入式物流商,我们都有相应的解决方案:
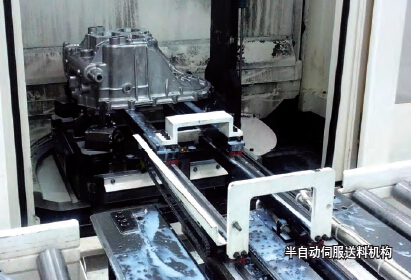
(1)离合器接合面朝下。这种姿态是最理想的上下料姿态,推入方式相对简单。主要采用的推入方式有平推送料机构和半自动伺服送料机构两种。
平板推入机构简单可靠,为了实现工件顺利进入销孔,夹具设计上采用了托架机构,带有导向限位,通过液压缸实现上下动作,实现工件的准确装夹。半自动伺服送料机构,主要有以下特点:采用伺服电动机进行驱动;通过线轨滑块进行前后上下的动作运行;采用叉子上的定位销及支撑镀铬板上的粗限位进行工件的定位;采用齿轮齿条完成叉子上料的增程。
通过以上两种方式,操作人员在生产线上的劳动强度大幅降低,同时定位可靠,定位销孔确保没有划伤。
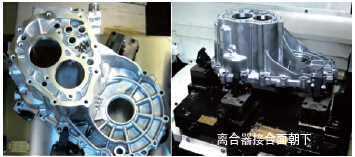
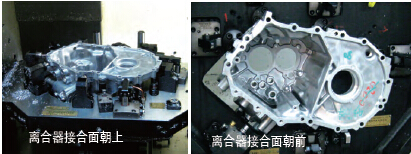
(2)离合器接合面朝上,主要是立式加工中心工序。这种姿态无法直接实现推入式上下料动作,为了解决此问题,在四轴夹具上设计了托料机构,有效解决了此问题。
通过四轴翻转180°后,使用大行程的托料机构,将原姿态变成离合器接合面朝下的姿态,之后可以使用(1)中介绍的两种机构实现上下料。

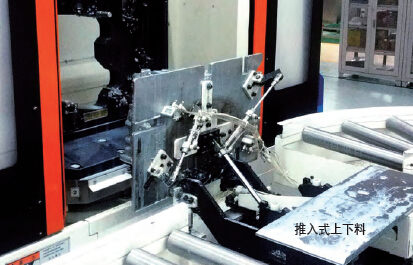
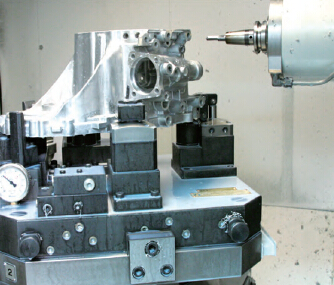
(3)离合器接合面朝前,主要是卧式加工中心工序。这个姿态也无法实现直接推入的上料方式,通过垂直翻转的机构使工件翻转,实现了推入式上下料。
应对推入式物流的机床配置
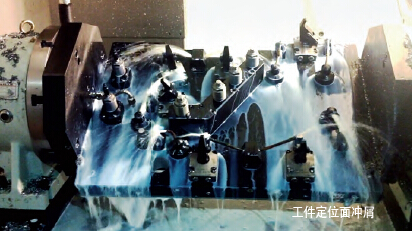
(1)工件定位面冲屑。可消除定位面存在积屑可能,装夹零件时无需人工进行定位面冲屑。
(2)粗加工和精加工气密检测。防止在工件还没有安装到位引起的工件报废问题。其中粗加工气检能够适应一定的毛坯变化,在实际应用中起到很好的效果。
(3)切削液温度管理系统和过滤系统。由于壳体零件热变形较大,通过对切削液的温度进行控制,能够有效提升壳体零件的加工精度。
壳体零件绝大多数刀具为内冷刀具,通过我司的三级过滤系统,能够保证过滤精度,提高刀具寿命,同时也降低了排屑系统的维护周期。
(4)刀具破损检测系统。通过配置刀库内的刀具破损检测装置,当刀具发生断裂破损时,立即输出报警,不会导致批量加工不良,并且刀具是在换刀过程中进行检测,不会对加工节拍造成影响。
结语
通过以上的物流系统,夹具系统,机床配置的整体解决方案,在壳体加工生产线交钥匙项目中,我公司凭借着高速、高精度、高稳定性的生产线设计制造能力,在激烈的市场竞争中占有一席之地。

- 应对 ISO M 材料加工挑战,ISCAR解锁高效加工密码
- 数控铣加工精密薄壁零件分析
- 航空发动机整体叶盘高可靠高效加工技术研究
- 世纪精工,以实力诠释“中国智造”——访广东创世纪智能装备集团股份有限公司副总裁罗育银先生
- 2026博世互联世界大会(BCW): 传感器到系统解决方案,博世持续推进自动化与机器人技术创新
- 魏因加特纳能源行业mpmc万能车铣复合加工解决方案
- ISCAR 先进刀具解决方案,赋能多品种、高精度制造
- 台达RS-M系列模组机器人全新上市
- 全球首展启新程 柔性智造再进阶:SW 携柔性智造新品亮相CCMT2026 赋能精密制造新征程
- 突破电动汽车行星齿轮的制造瓶颈 :车齿 + 滚齿,工艺融合实现高精度与高效率



网友评论 >>查看更多评论